Da oltre 48 anni siamo specializzati nella fornitura di apparecchiature di processo industriali per i settori della chimica fine, dei pesticidi, delle nuove energie, dei nuovi materiali e farmaceutico.















Trattamento termico post-saldatura di grandi recipienti a pressione: tecnologie e applicazioni chiave
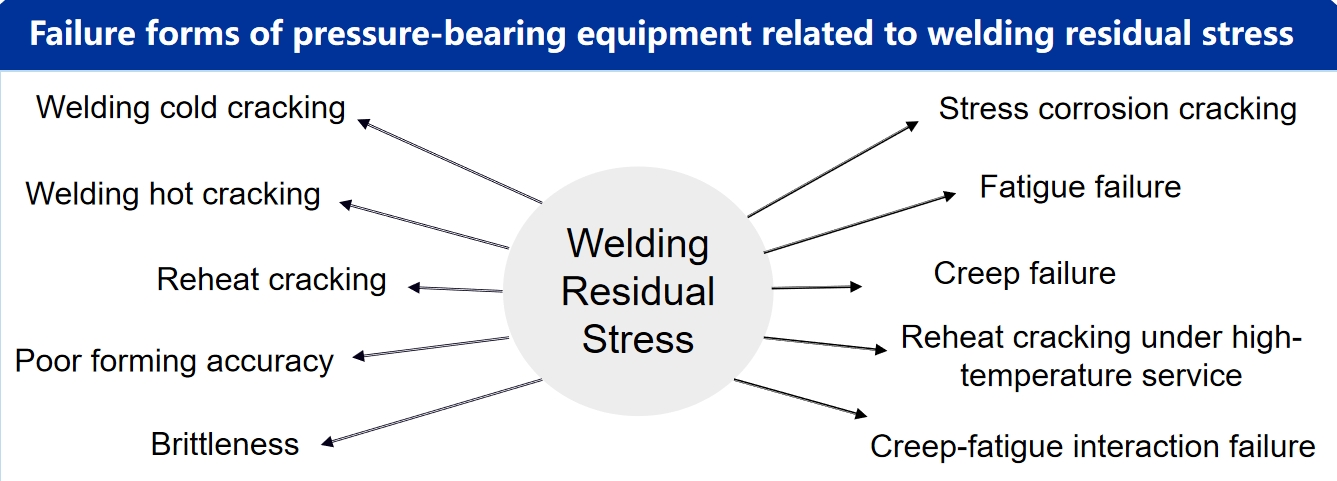
Sollecitazioni residue di saldatura
Sollecitazioni residue di saldatura --- Le sollecitazioni interne autobilancianti generate nella saldatura sotto l'azione di un campo termico non uniforme, di una forte restrizione e di una drastica trasformazione di fase. Sono invisibili e intangibili e rappresentano il "killer invisibile" che minaccia l'integrità strutturale delle apparecchiature sottoposte a pressione.
Sfide portate dalle apparecchiature su larga scala
Processo di produzione Processo di servizio
Sfide portate dalle apparecchiature su larga scala
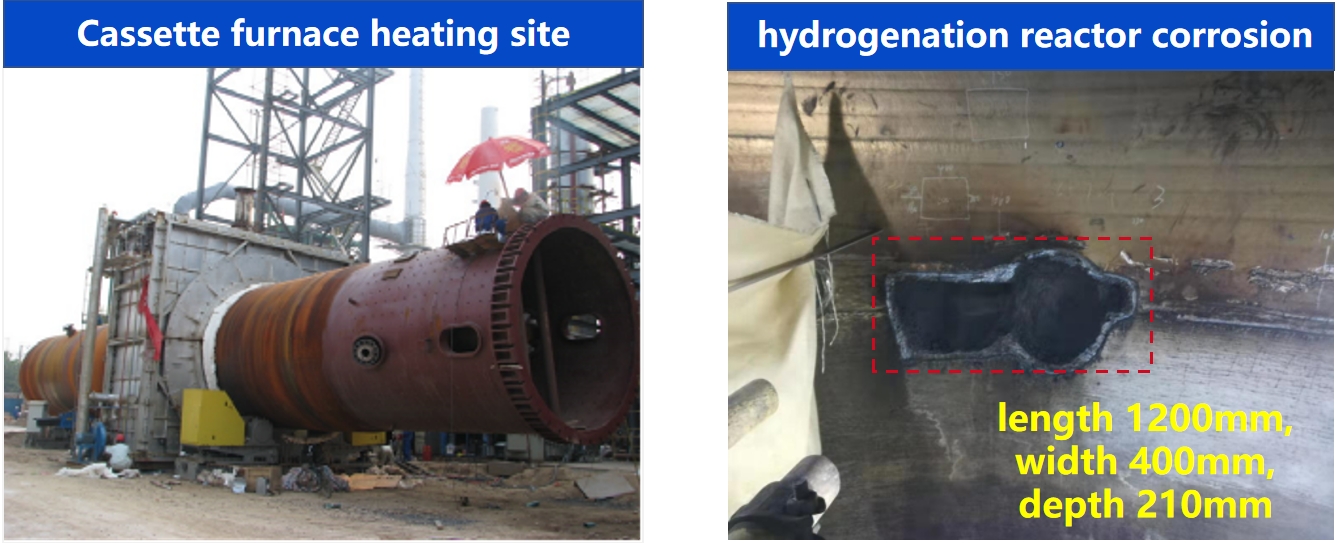
Il diametro e lo spessore della parete sono estremamente grandi e il numero di passate di saldatura è elevato, il che genera notevoli sollecitazioni residue, che portano a corrosione sotto sforzo, creep e cricche da fatica!
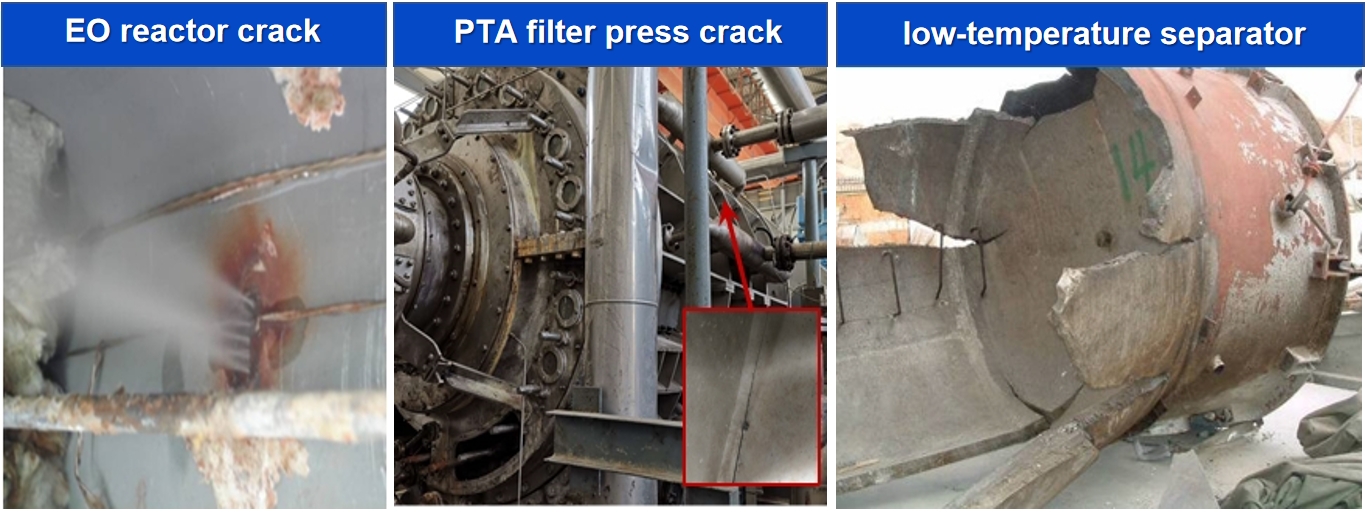
Per migliorare la sicurezza intrinseca delle principali apparecchiature sottoposte a pressione: è urgente eliminare le tensioni residue di saldatura!
Sfide portate dalle apparecchiature su larga scala
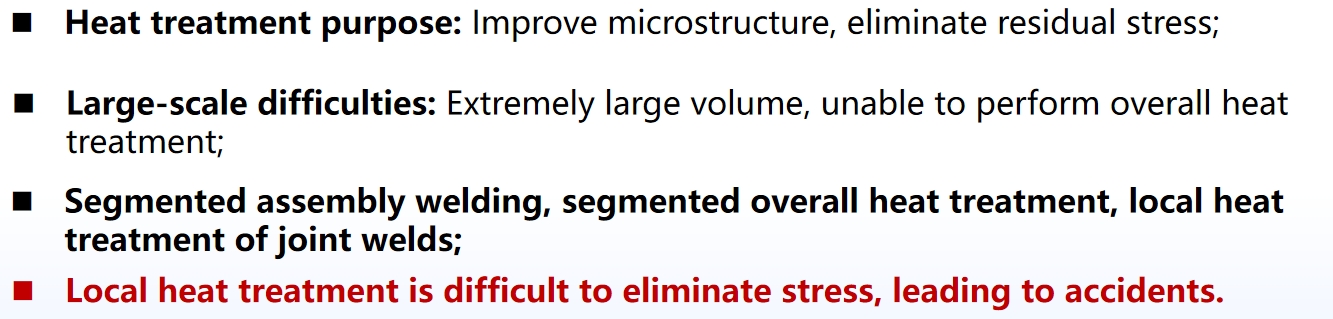

Trattamento termico complessivo Trattamento termico complessivo segmentato Trattamento termico locale delle saldature dei giunti
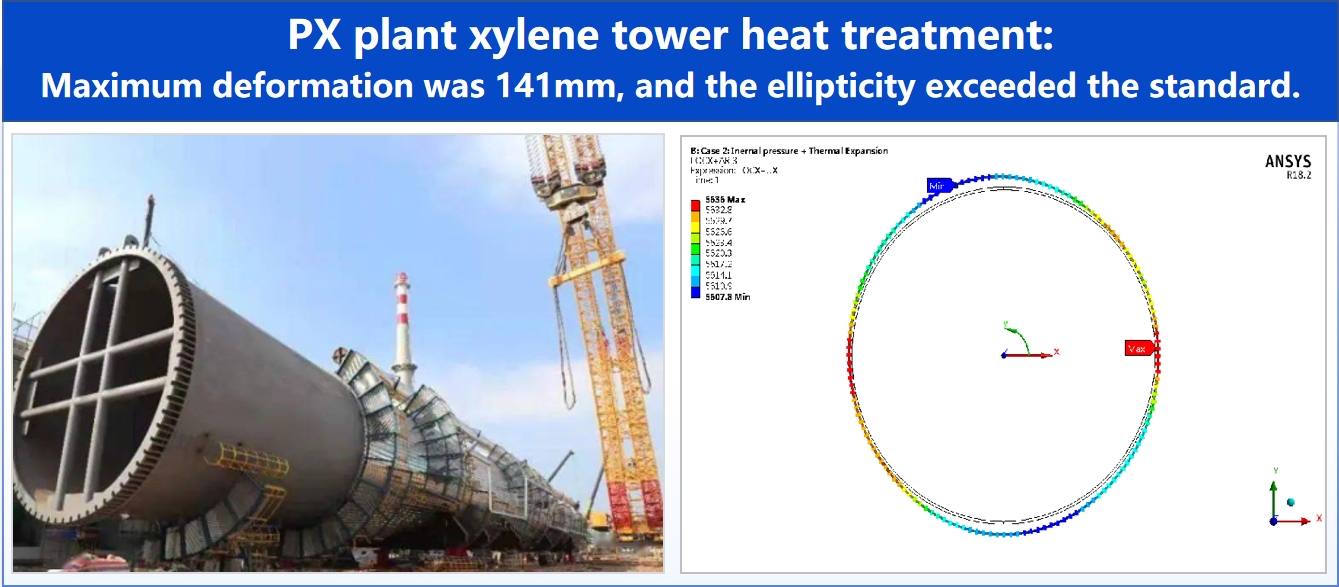
Difficoltà nel trattamento termico locale in loco
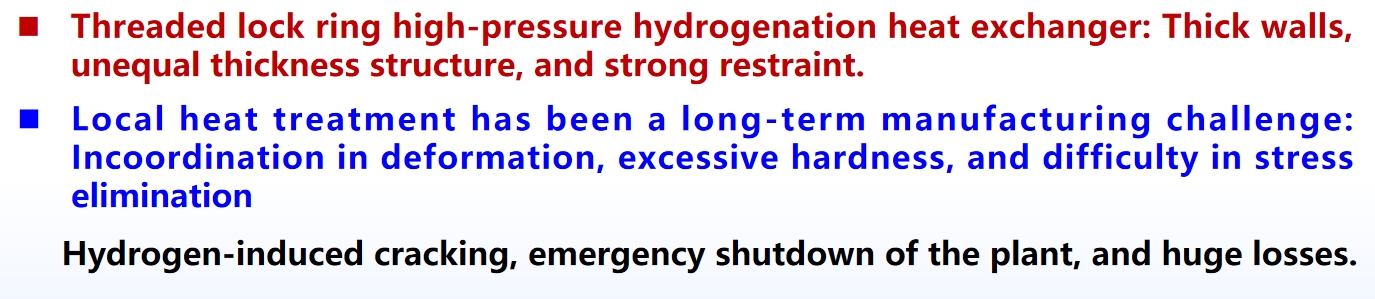
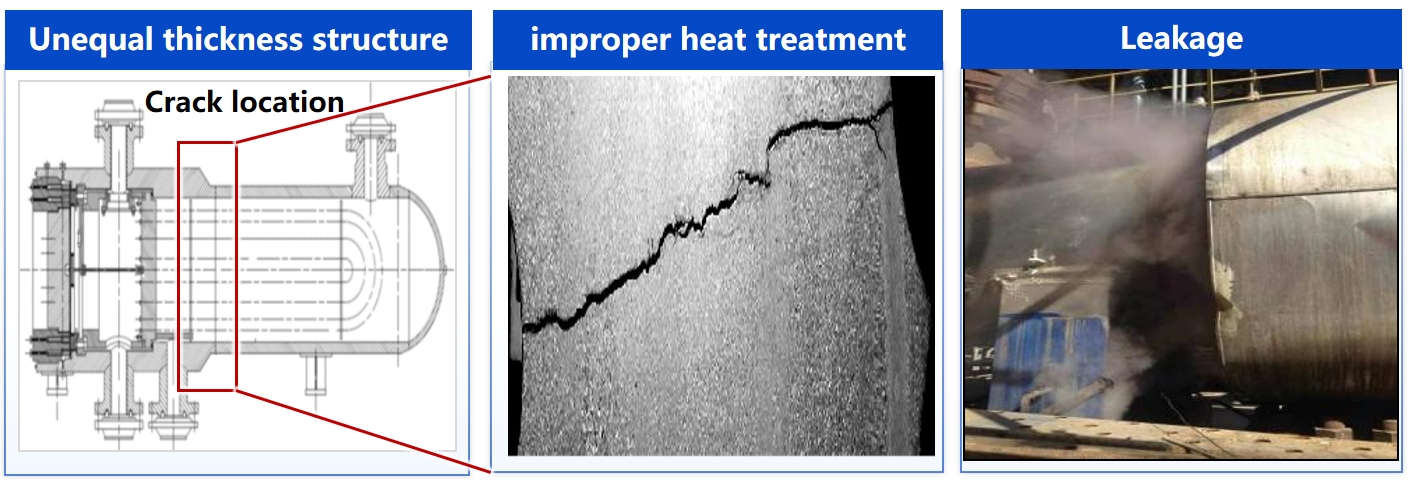
Presenta strutture di spessore disuguale
Le pareti sottili portano a deformazioni eccessive

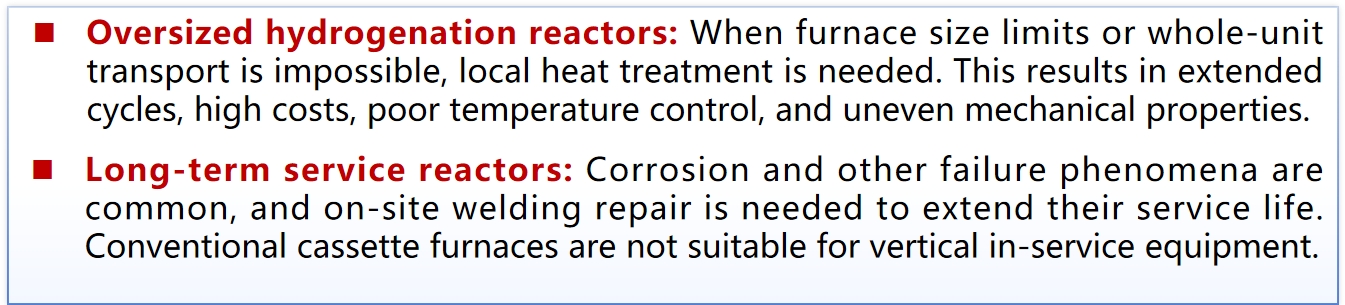
Difficoltà con le attrezzature sotto pressione
Perché le grandi apparecchiature sotto pressione continuano a perdere nonostante la rigorosa progettazione, produzione e ispezione?
Calcolo accurato ed efficiente dello stress residuo
Lavoro 1-1: Integrazione nel piano e modello di sorgente di calore equivalente a lunghezza variabile fuori dal piano.

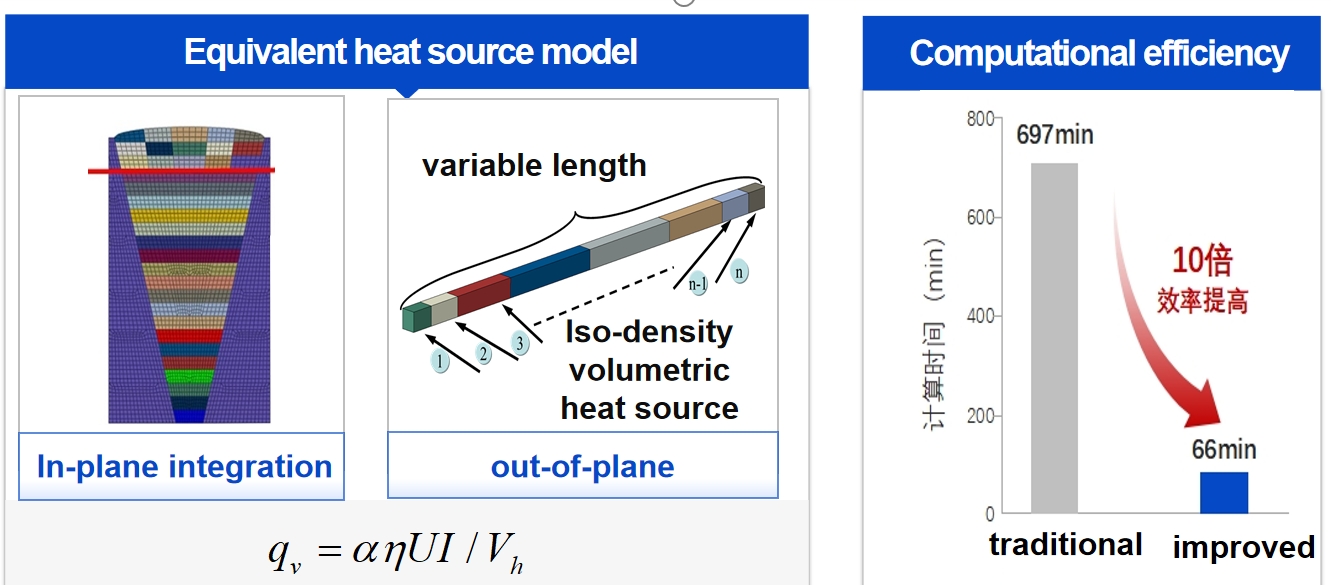
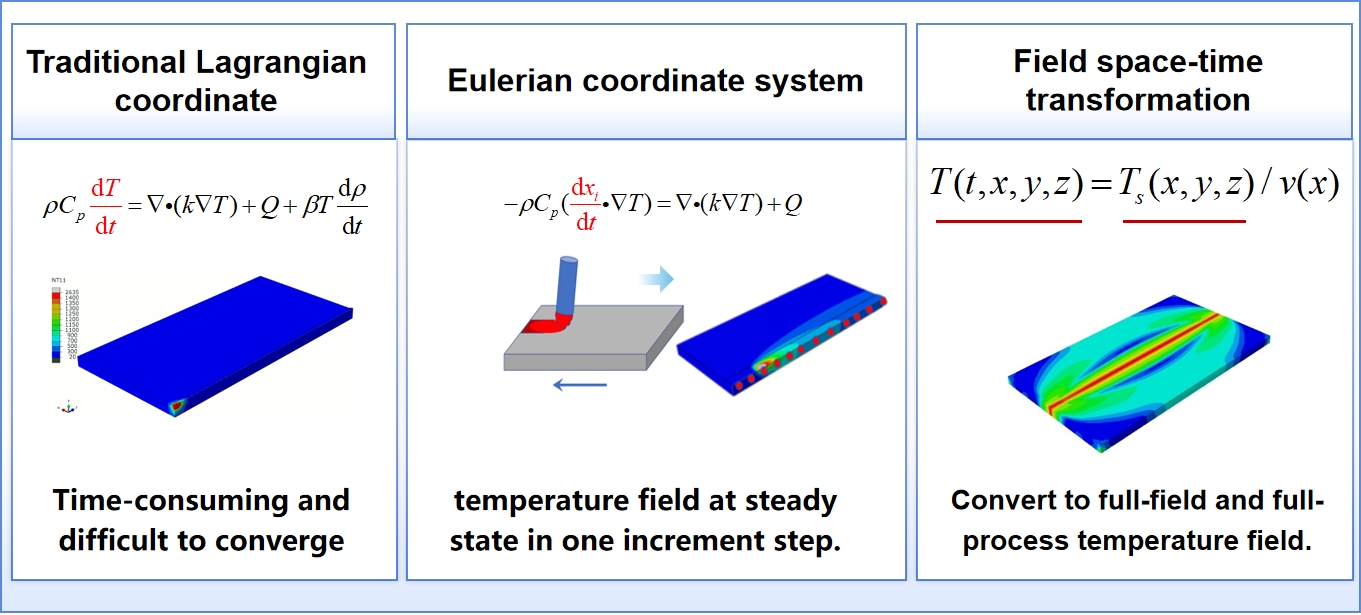
Calcolo accurato ed efficiente dello stress residuo
Lavoro 1-2: tensione residua di saldatura in stato stazionario

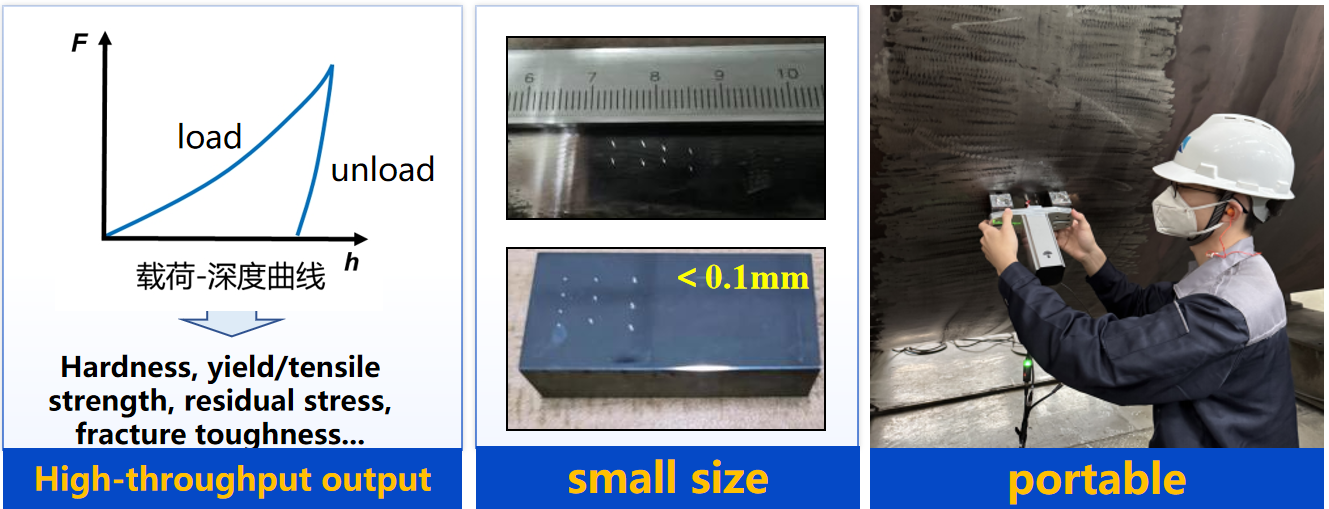
Tecnica di prova di microindentazione
Lavoro 2: Prova di sollecitazione residua mediante metodo di indentazione energetica

Vantaggi:
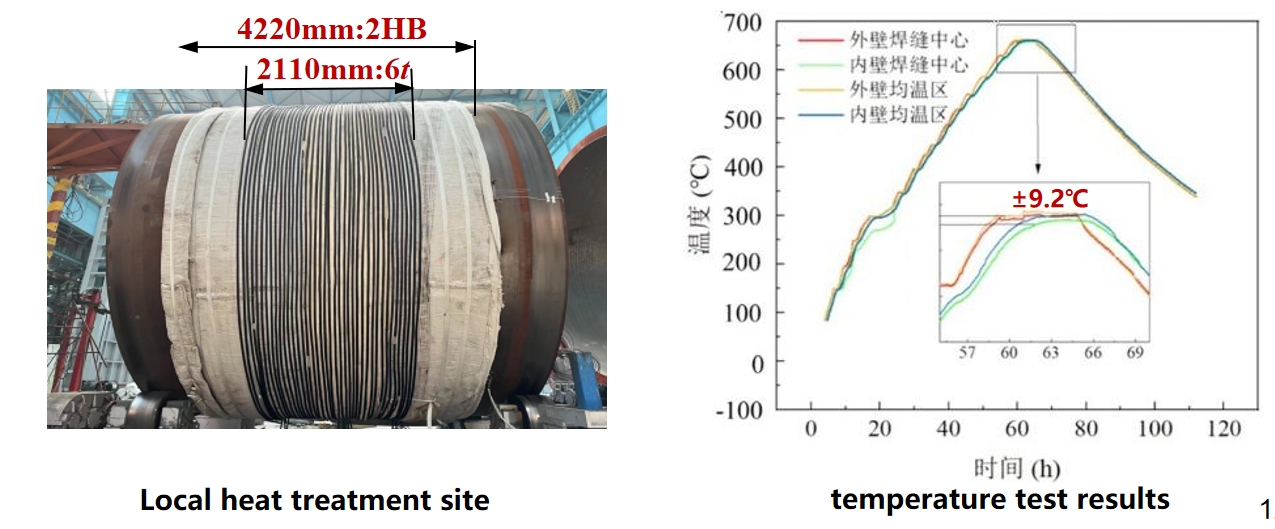
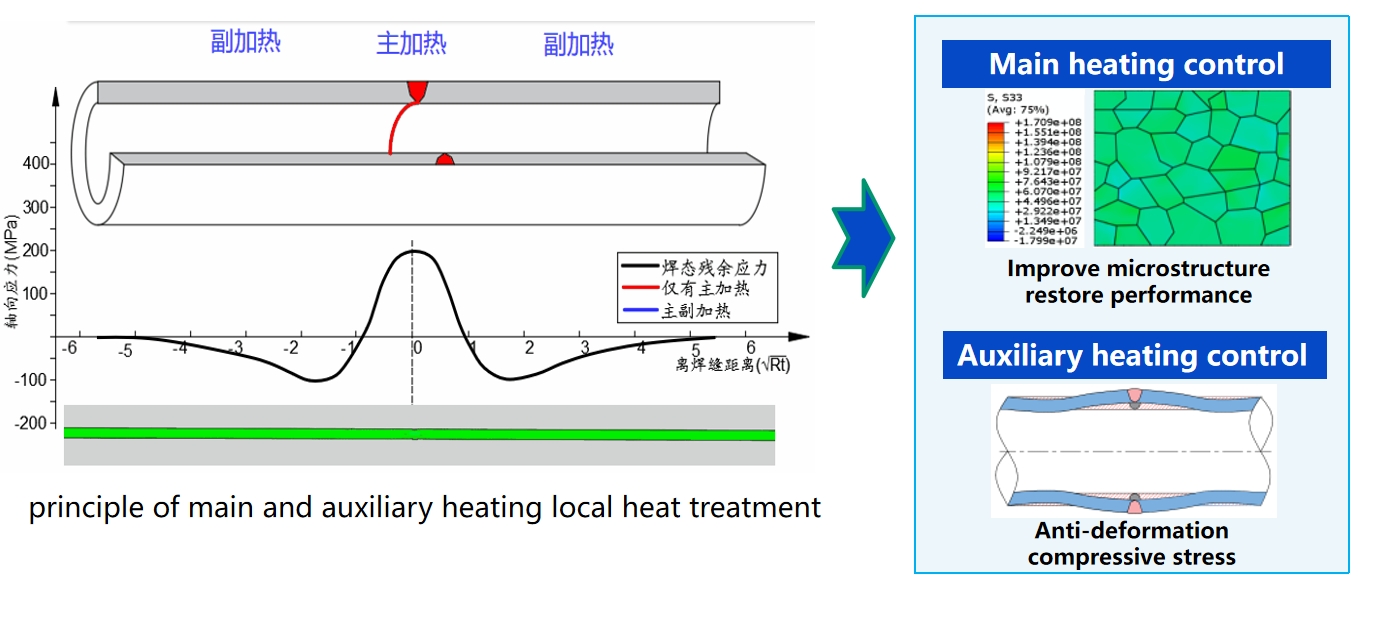
miglioramento del trattamento termico post-saldatura locale

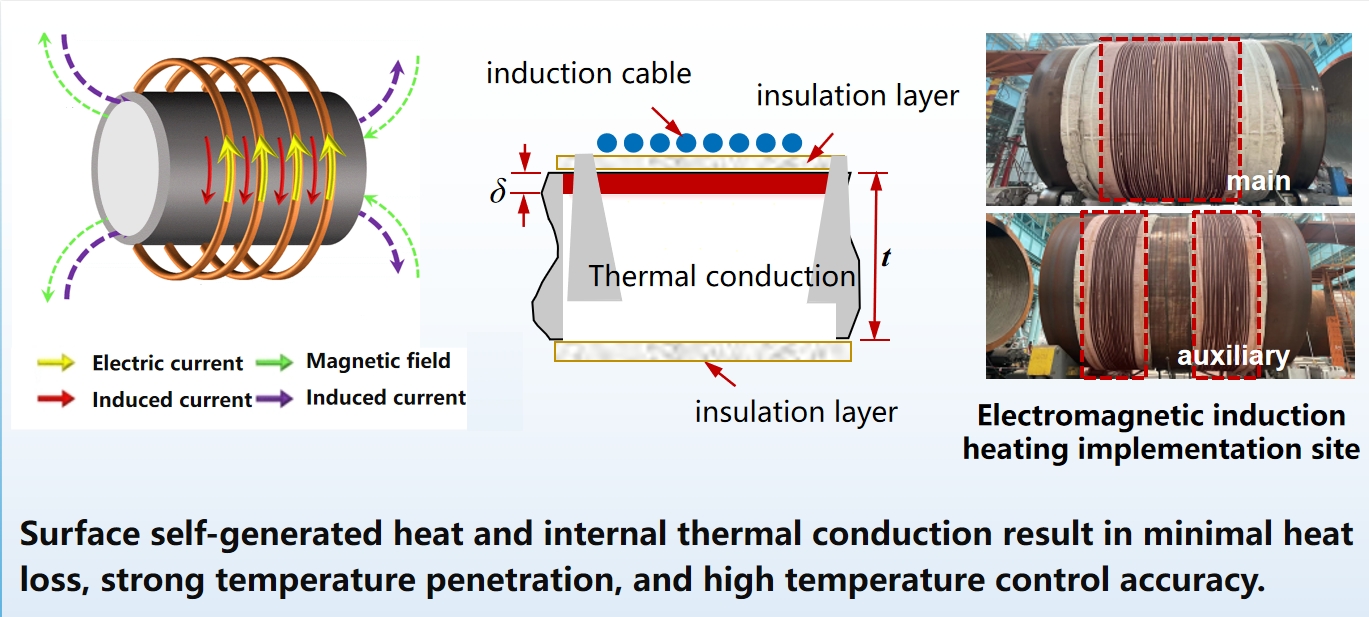
Distribuzione del riscaldamento principale e ausiliario


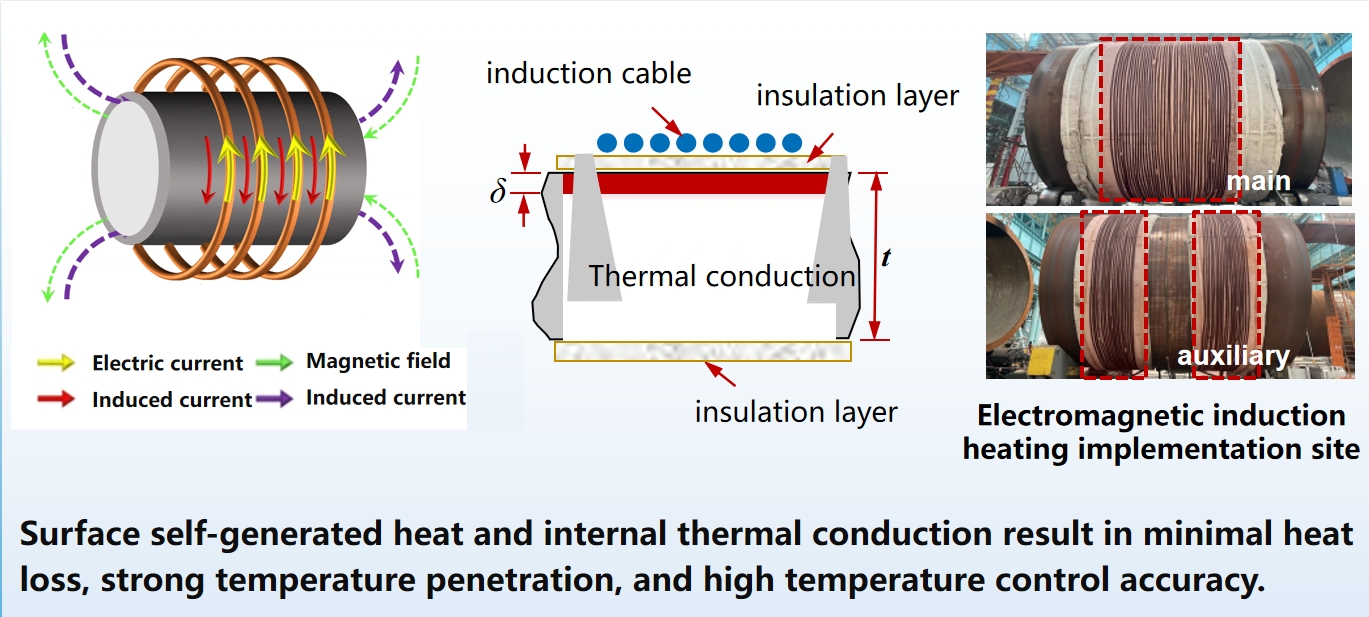
Metodo di controllo dell'uniformità del riscaldamento a induzione

Principio di riscaldamento a induzione

Metodo di controllo della deformazione del rinforzo delle nervature


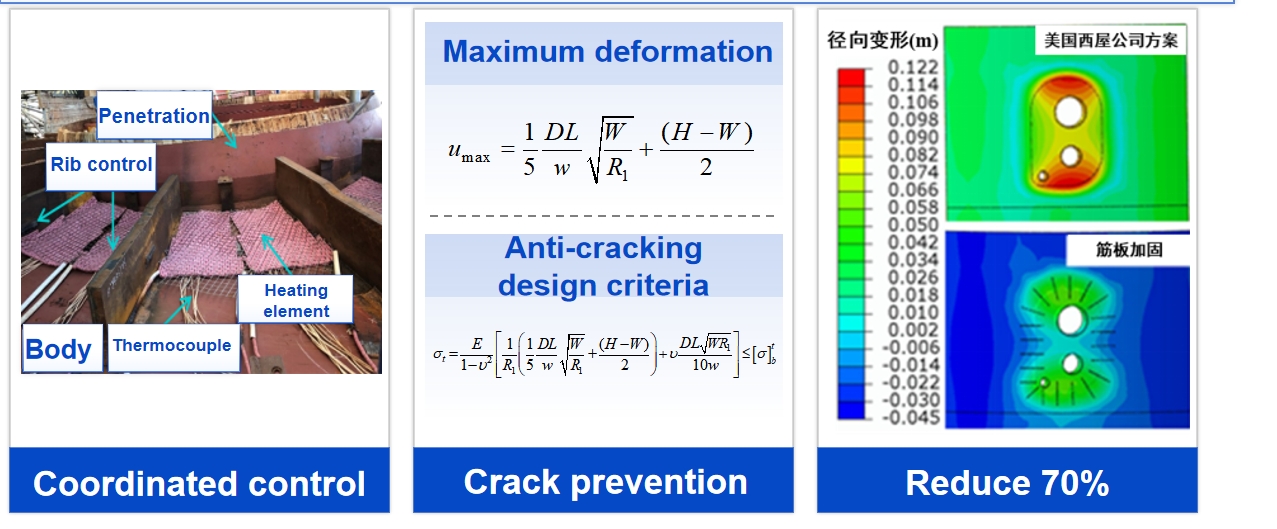
Ottieni una riduzione del 70% della deformazione di espansione massima

CONTACT US
Contatti: Peggy Zhang
Tel: 0086-510-83551210
WeChat: 86 13961802200
86 18118902332
WhatsApp: 86 13961802200
86-18118902332
WhatsApp: 1(805)869-8509
E-mail:zqz008@126.com Italianozhangpeijie@zhanghuayaoji.com
vincent_zhang@zhanghuayaoji.com
Indirizzo: Parco industriale di Shitangwan, distretto di Huishan, Wuxi, Repubblica Popolare Cinese
PLEASE CONTACT US.
Possiamo affermare con certezza che il nostro servizio di personalizzazione è eccezionale.