Специализираме се в предоставянето на промишлено технологично оборудване за фини химикали, пестициди, нова енергия, нови материали и фармацевтична промишленост повече от 48 години.















Термична обработка след заваряване на големи съдове под налягане: ключови технологии и приложения
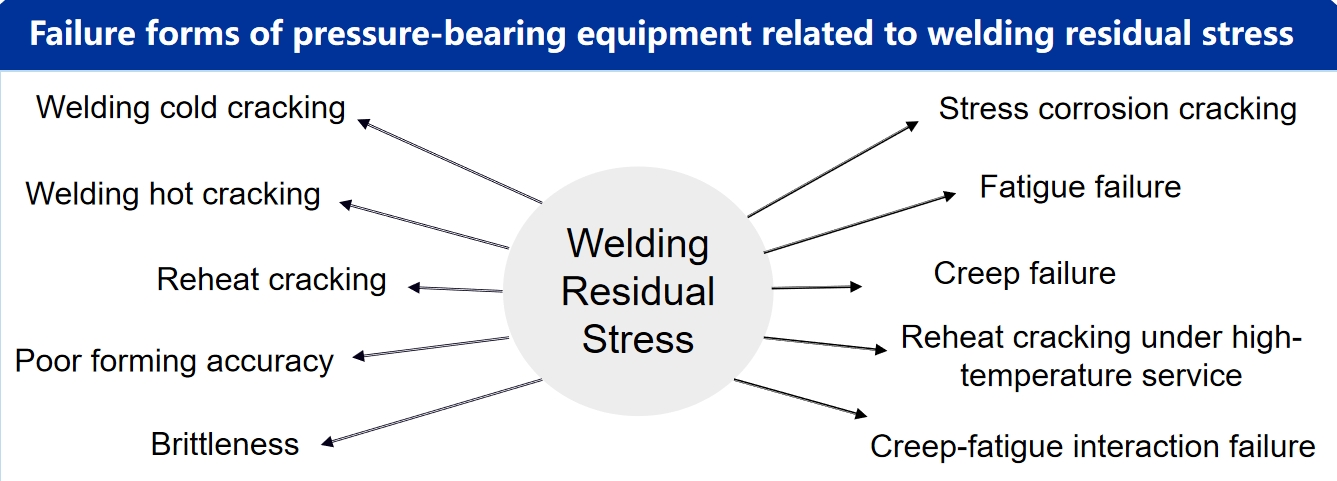
Остатъчно напрежение при заваряване
Остатъчно напрежение при заваряване --- Самобалансиращото се вътрешно напрежение, генерирано в заваръчния шев под действието на неравномерно температурно поле, силно ограничаване и драстична фазова трансформация. То е невидимо и нематериално и е „невидимият убиец“, заплашващ структурната цялост на оборудването, работещо под налягане.
Предизвикателства, породени от мащабното оборудване
Производствен процес Процес на обслужване
Предизвикателства, породени от мащабното оборудване
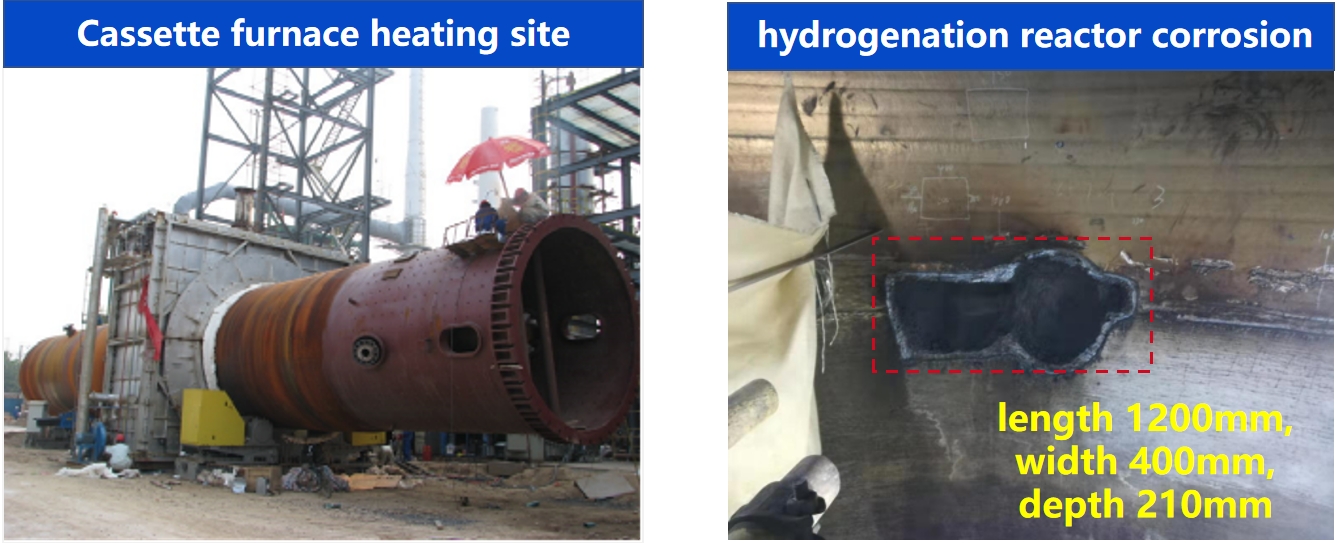
Диаметърът и дебелината на стената са изключително големи, а броят на заваръчните проходи е висок, което генерира значително остатъчно напрежение, водещо до корозия под напрежение, пълзене и напукване от умора!
За да се подобри присъщата безопасност на основното оборудване, работещо под налягане: Спешно е да се елиминира остатъчното напрежение от заваряването!
Предизвикателства, породени от мащабното оборудване
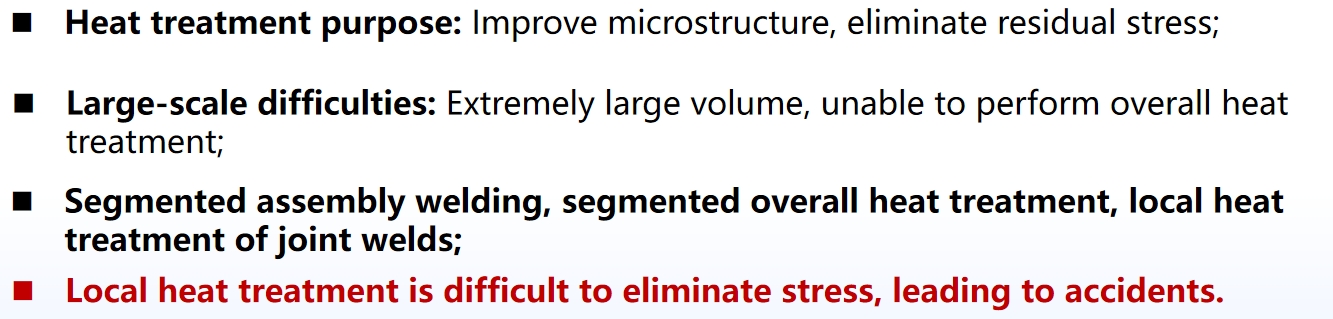

Цялостна термична обработка Сегментирана цялостна термична обработка Локална термична обработка на заваръчни шевове
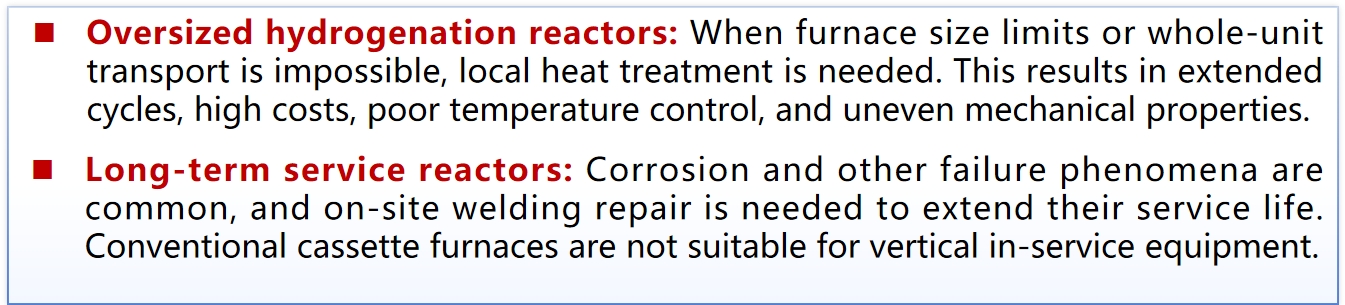
Трудности при локална термична обработка на място
Структурите с неравномерна дебелина се представят
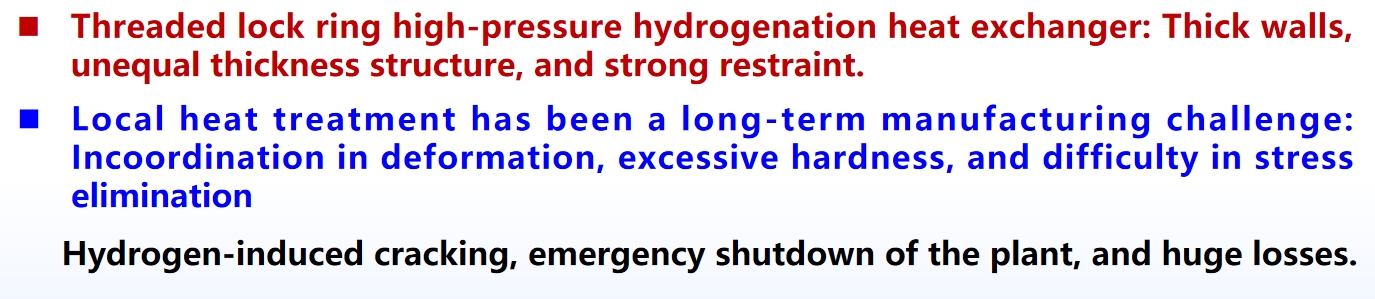
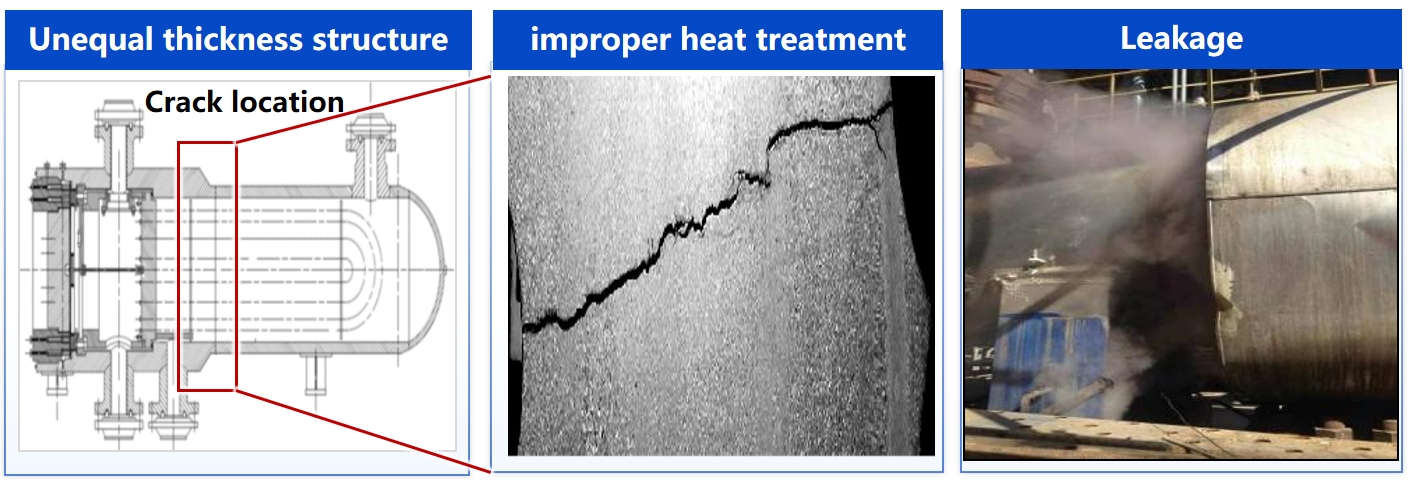
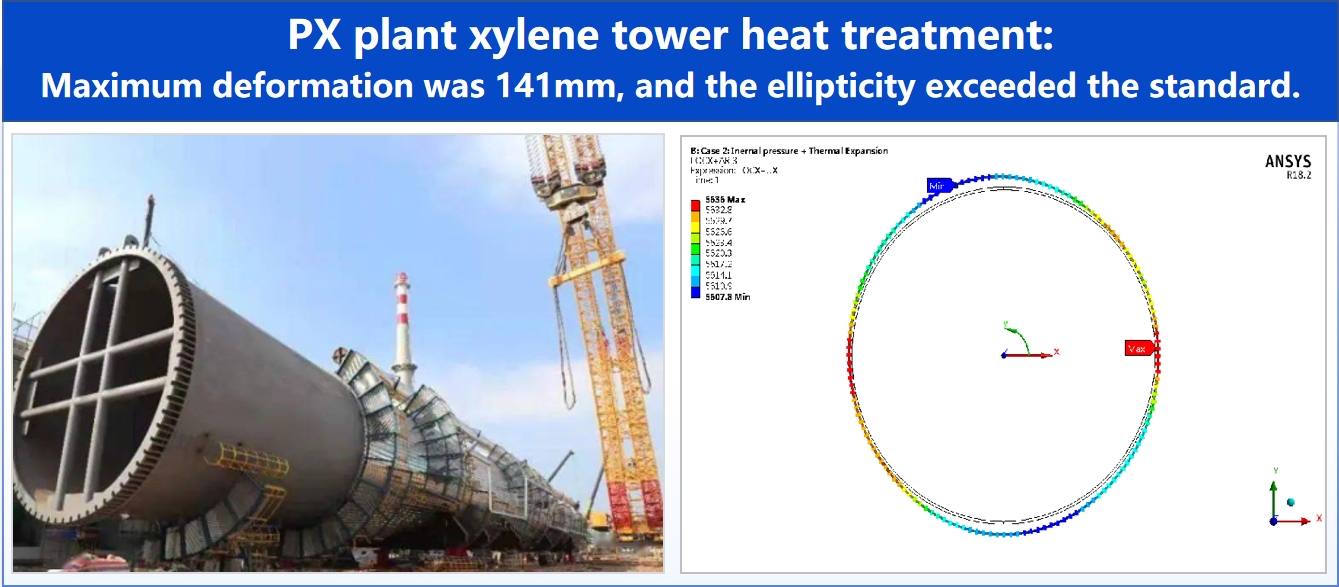
Тънките стени водят до прекомерна деформация

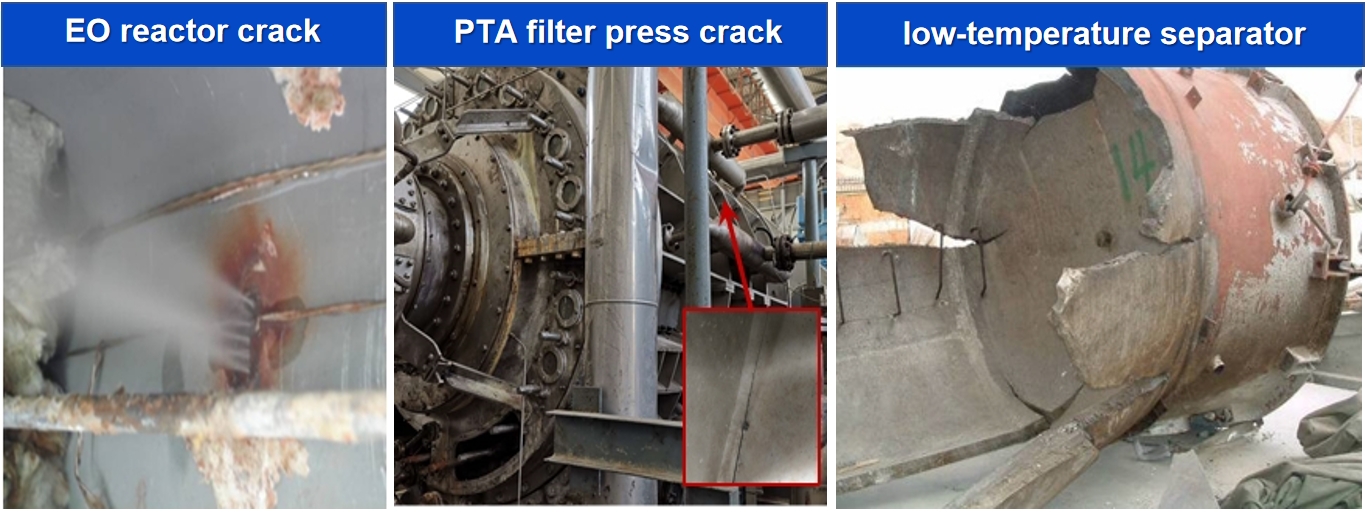
Трудности с оборудването, работещо под налягане
Защо голямото оборудване, работещо под налягане, все още тече, въпреки стриктното проектиране, производство и инспекция?
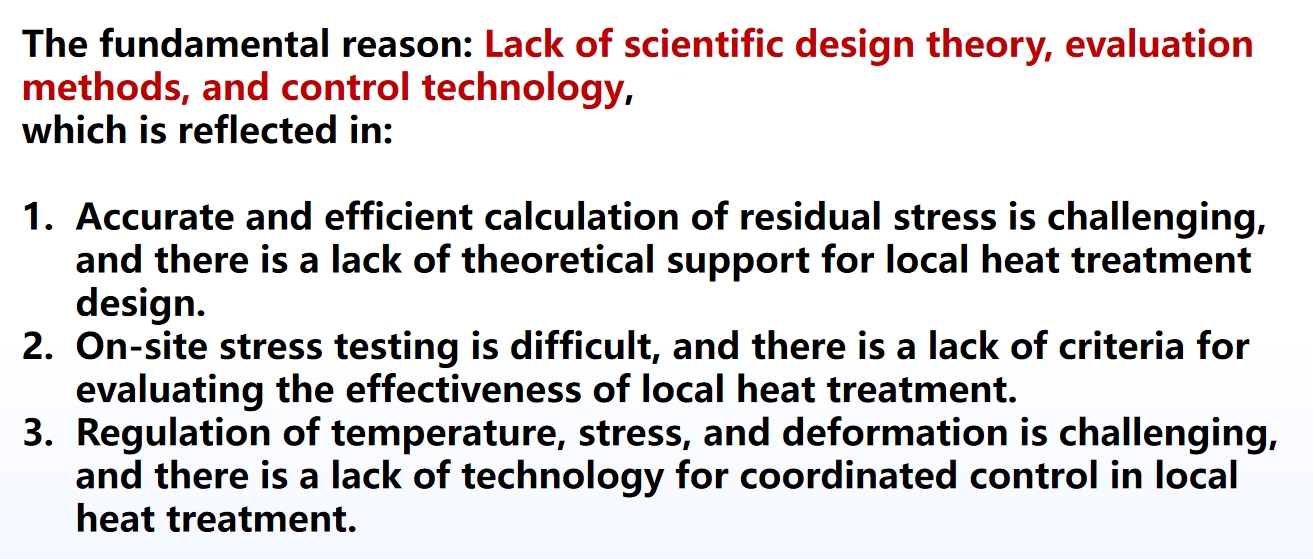
Точно и ефикасно изчисляване на остатъчното напрежение
Работа 1-1: Интегриране в равнината и модел на еквивалентен източник на топлина с променлива дължина извън равнината.

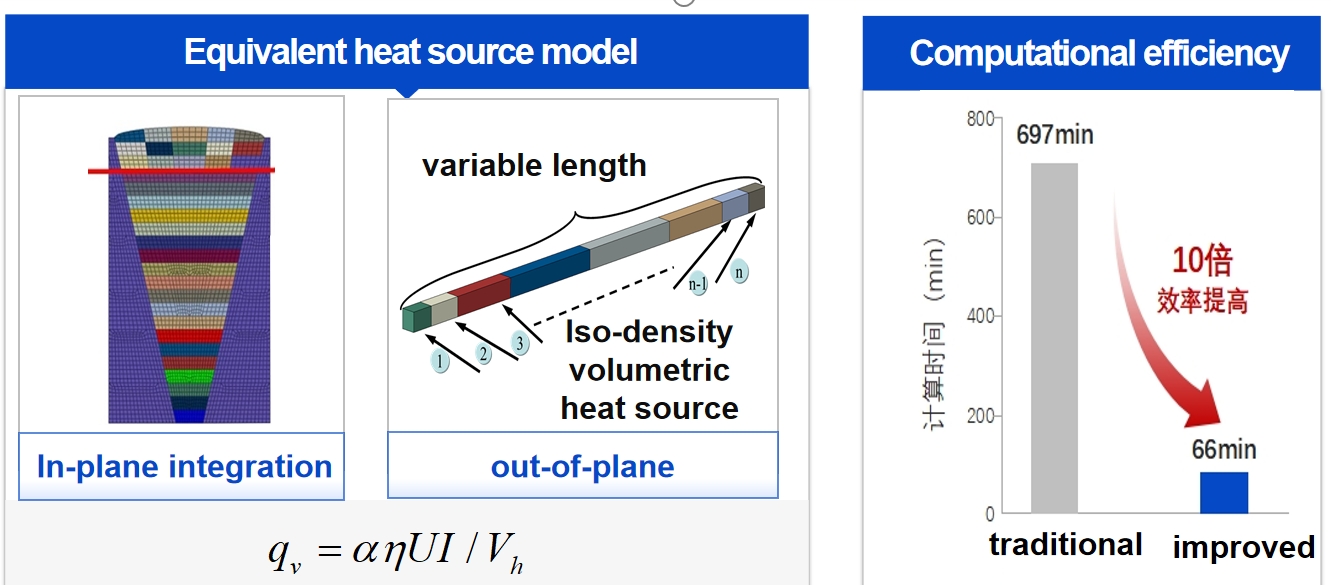
Точно и ефикасно изчисляване на остатъчното напрежение
Работа 1-2: Остатъчно напрежение при заваряване в стационарно състояние

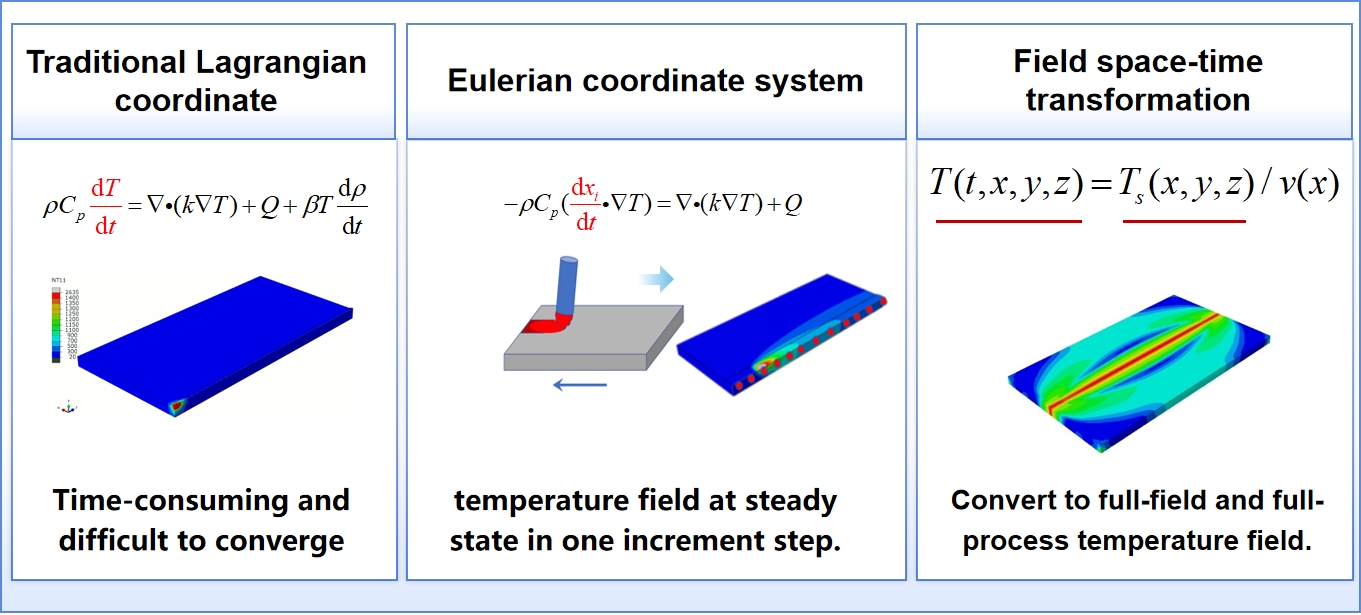
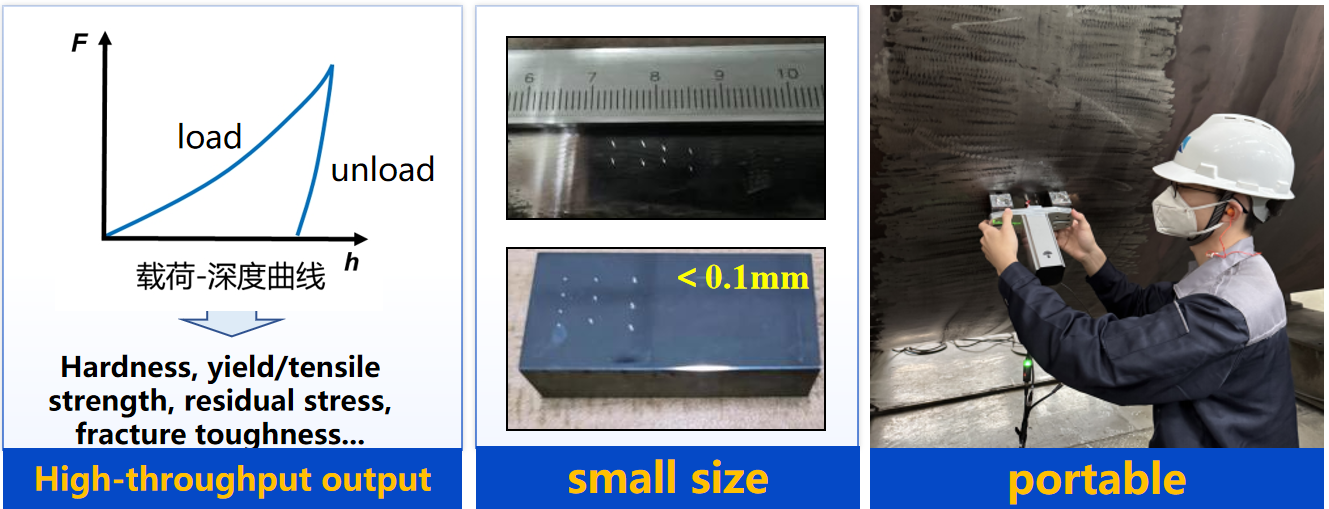
Техника за изпитване с микровдлъбнатина
Работа2: Изпитване на остатъчно напрежение чрез метод на енергийно вдлъбване

Предимства:
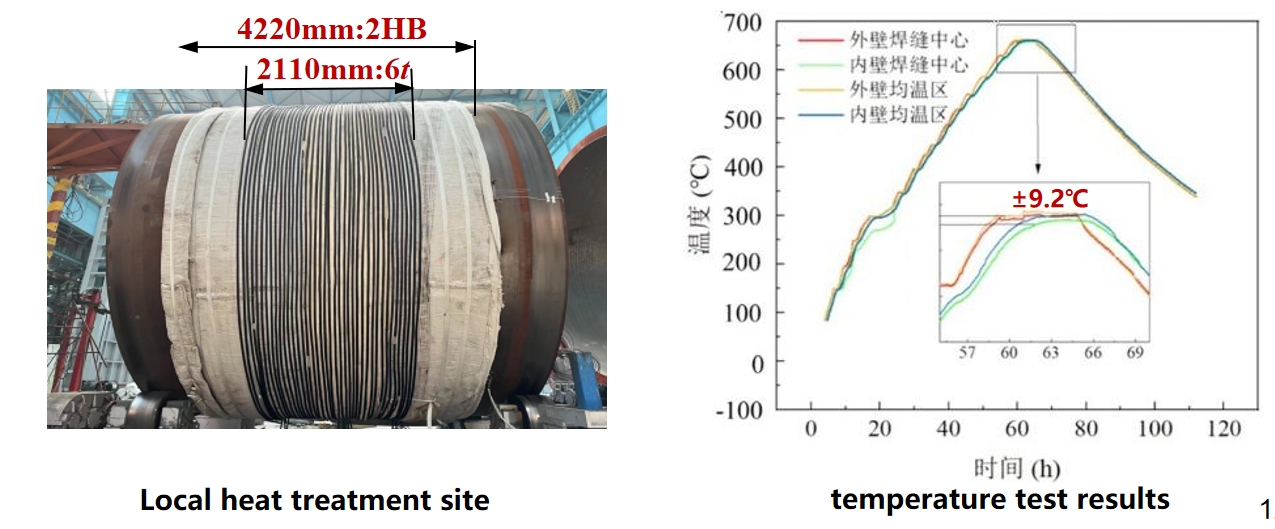
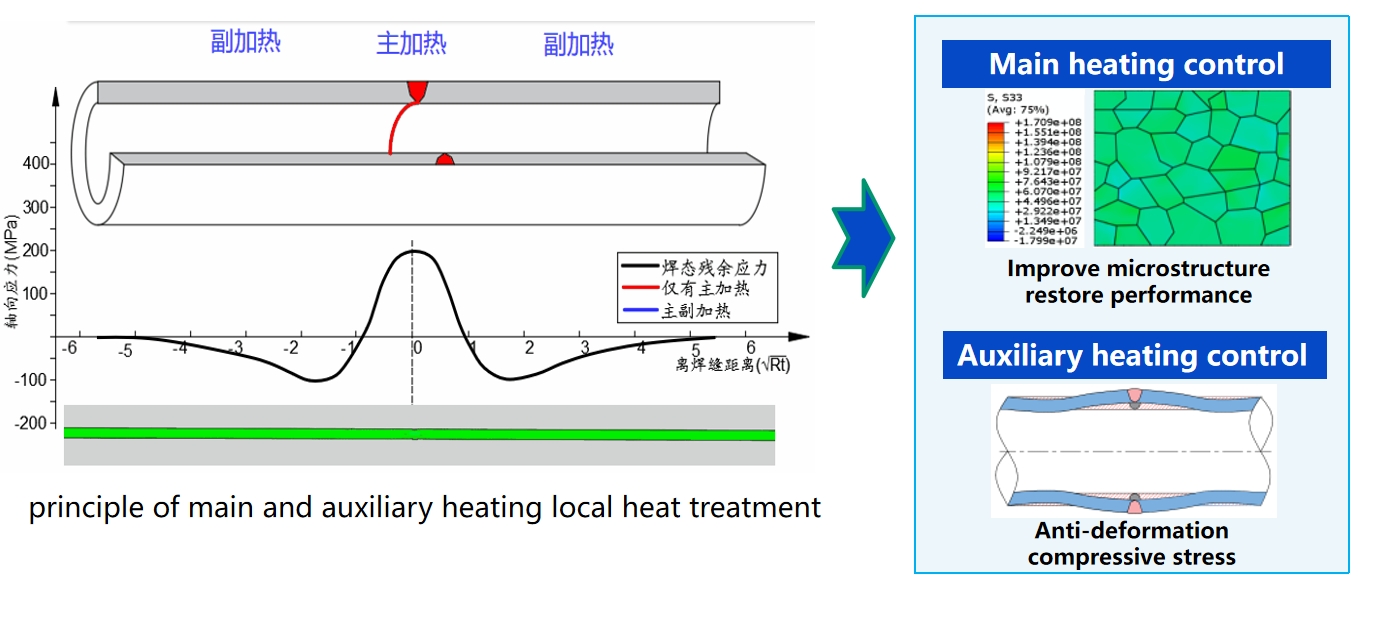
подобряване на локалната термична обработка след заваряване

Разпределение на основното и спомагателното отопление


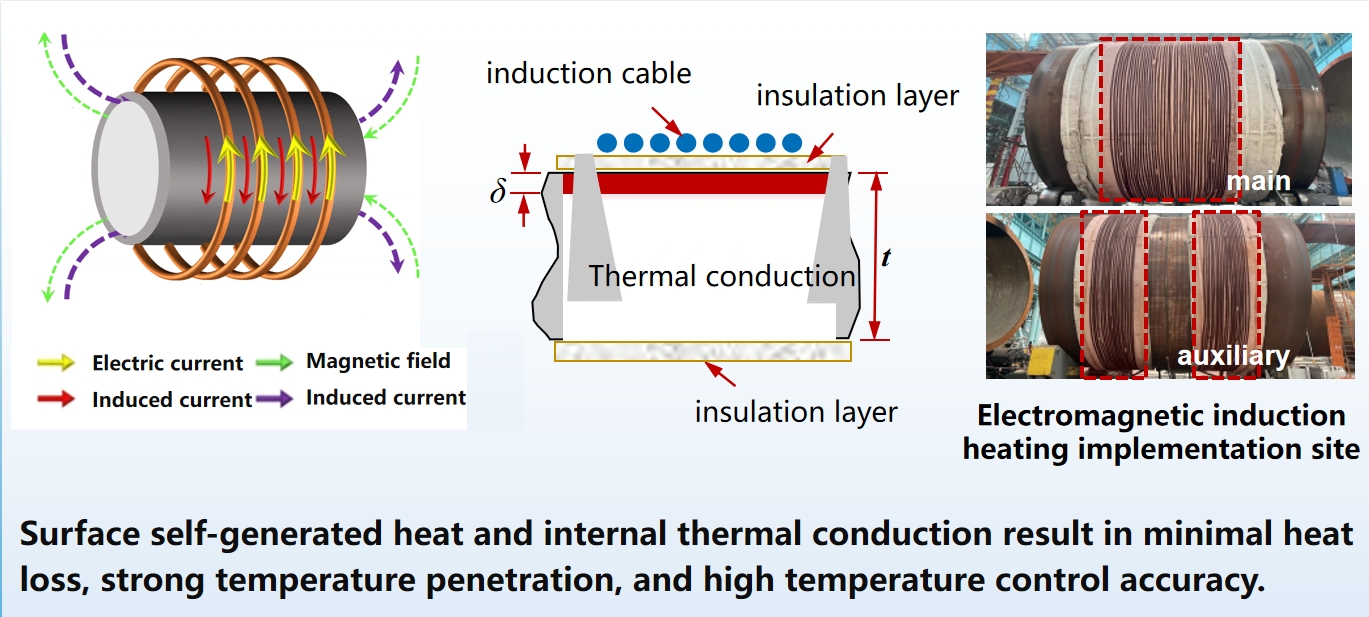
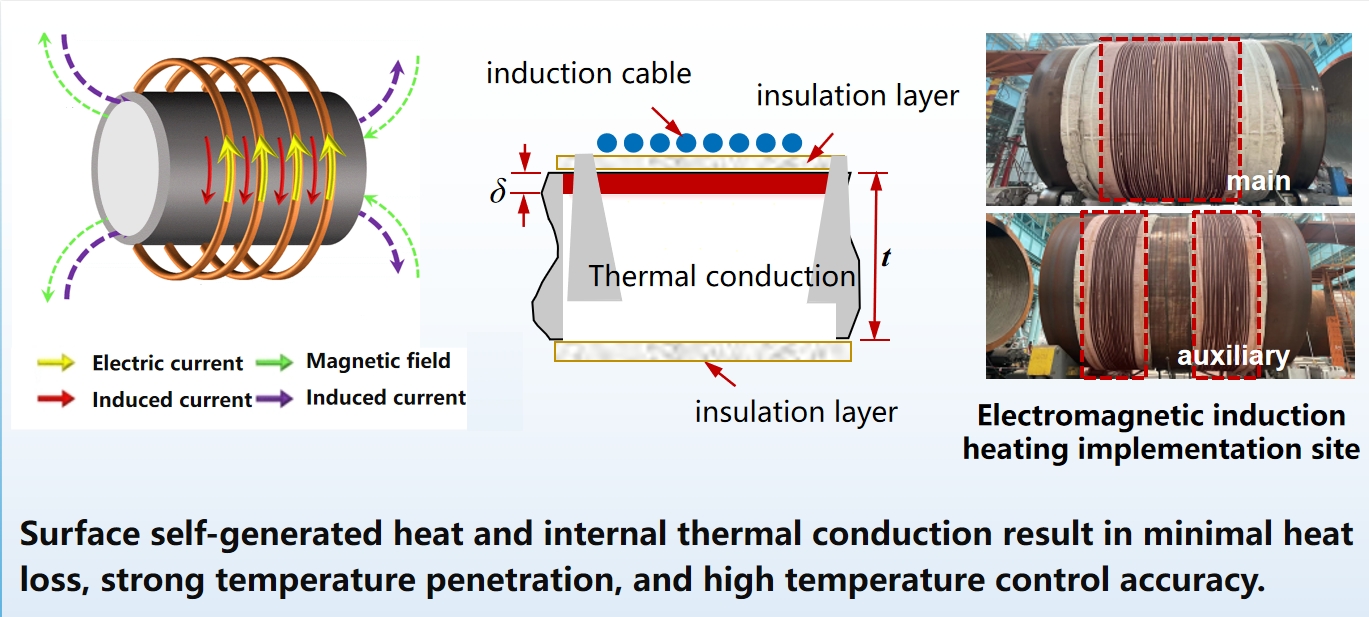
Метод за контрол на равномерността на индукционното нагряване

Принцип на индукционно нагряване

Метод за контрол на деформацията на армировката на ребрата


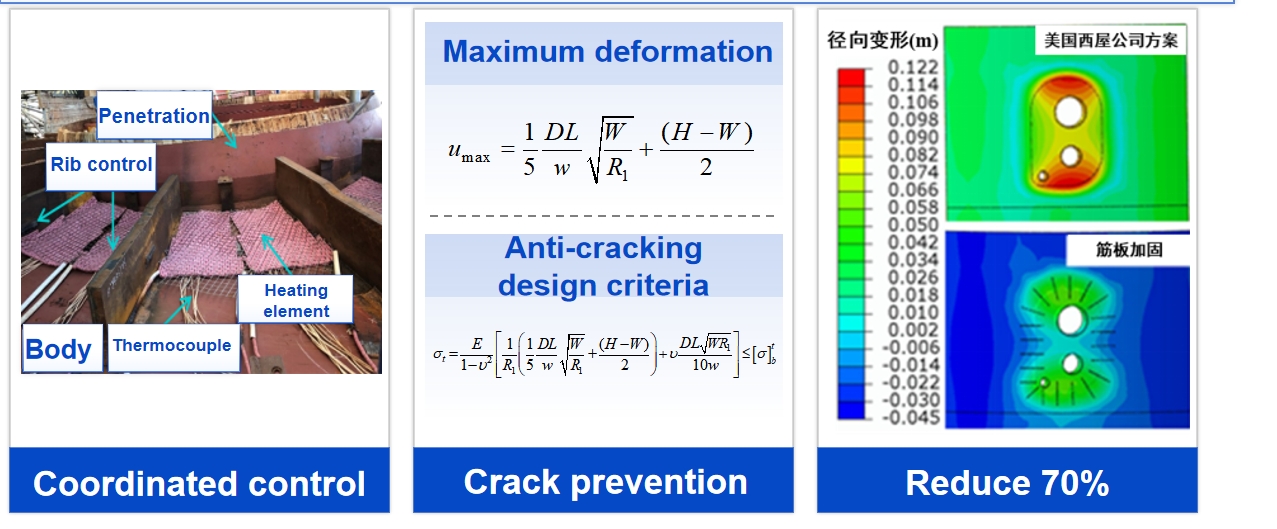
Постигнете 70% намаление на максималната деформация при разширение

CONTACT US
Контакти: Пеги Джанг
Тел.: 0086-510-83551210
Уечат: 86 13961802200
86 18118902332
WhatsApp: 86 13961802200
86-18118902332
WhatsApp: 1(805)869-8509
Имейл:zqz008@126.com ,zhangpeijie@zhanghuayaoji.com
vincent_zhang@zhanghuayaoji.com
Адрес: Индустриален парк Шитангван, район Хуейшан, Уси, КНР
PLEASE CONTACT US.
Уверени сме да кажем, че нашата услуга за персонализиране е превъзходна.