Мы более 48 лет специализируемся на поставке промышленного технологического оборудования для химической, пестицидной, энергетической, материальной и фармацевтической промышленности.















Термообработка крупных сосудов под давлением после сварки: ключевые технологии и области применения.
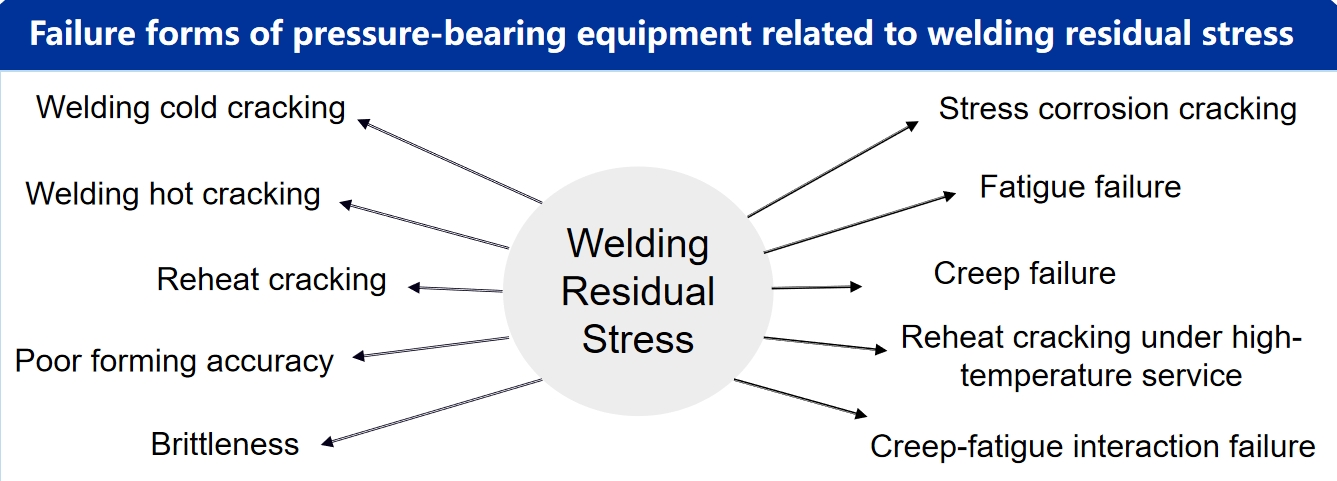
Остаточные напряжения при сварке
Остаточные напряжения в сварном шве — это самоуравновешивающиеся внутренние напряжения, возникающие в сварном соединении под действием неравномерного температурного поля, сильного ограничения и резкого фазового превращения. Они невидимы и неосязаемы, и являются «невидимым убийцей», угрожающим структурной целостности оборудования, работающего под давлением.
Проблемы, связанные с крупномасштабным оборудованием
Производственный процесс Процесс обслуживания
Проблемы, связанные с крупномасштабным оборудованием
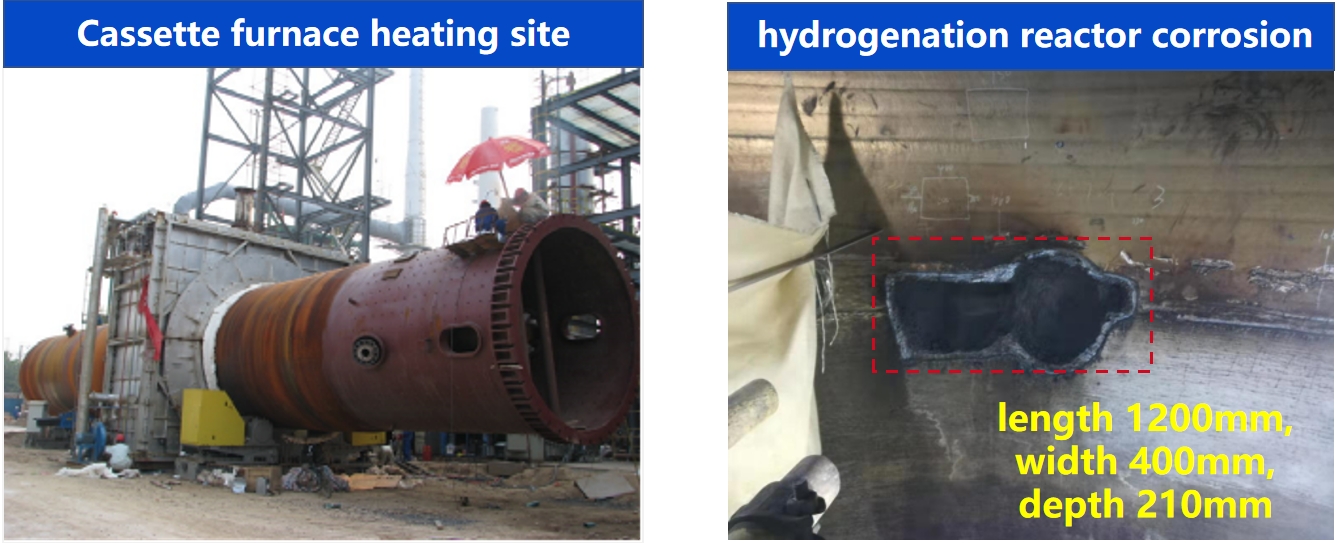
Диаметр и толщина стенок чрезвычайно велики, а количество сварочных проходов велико, что создает значительные остаточные напряжения, приводящие к коррозии под напряжением, ползучести и усталостному растрескиванию!
Для повышения уровня безопасности основного оборудования, работающего под высоким давлением, крайне важно устранить остаточные сварочные напряжения!
Проблемы, связанные с крупномасштабным оборудованием
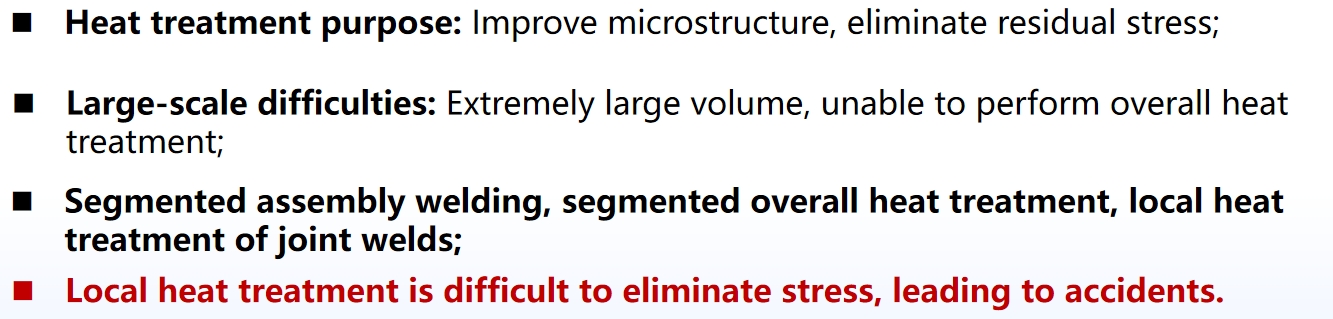

Общая термообработка Поэтапная общая термообработка Локальная термообработка сварных швов
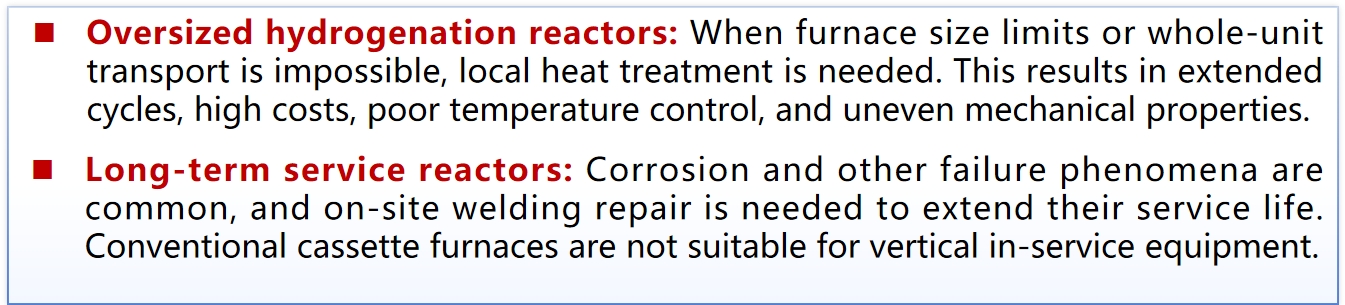
Трудности локальной термообработки на месте.
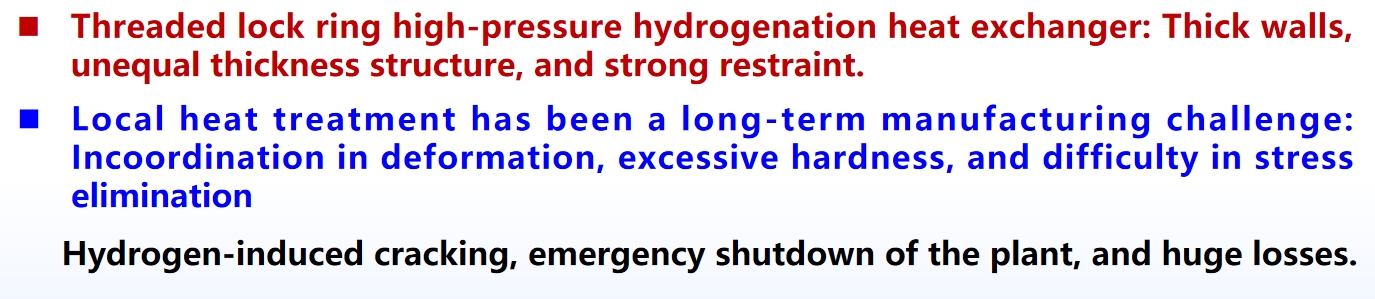
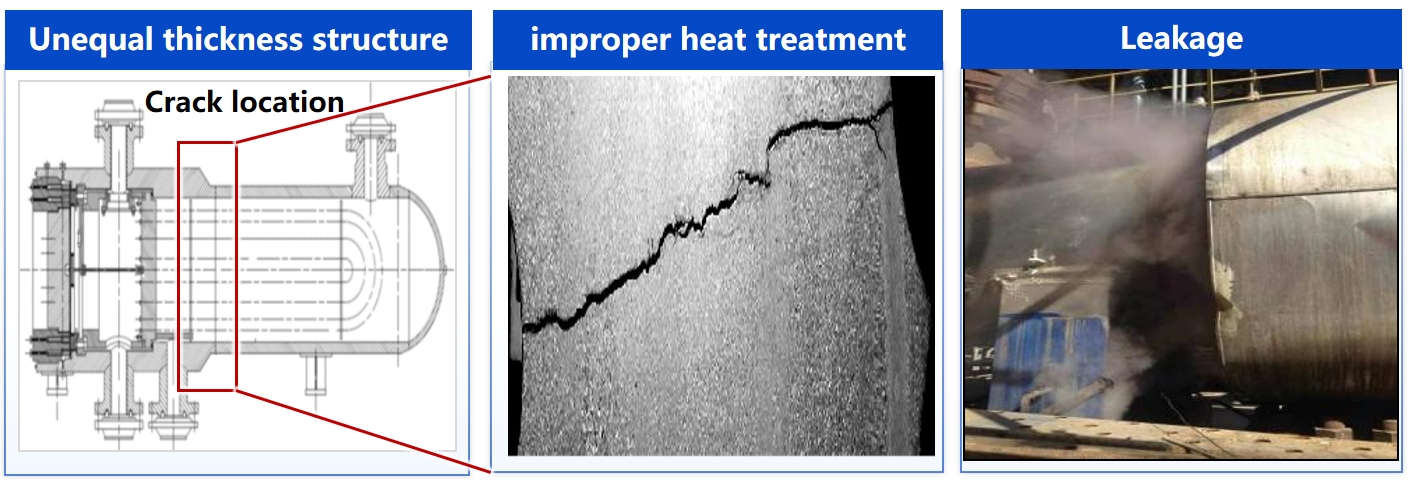
Неравномерная толщина структур приводит к...
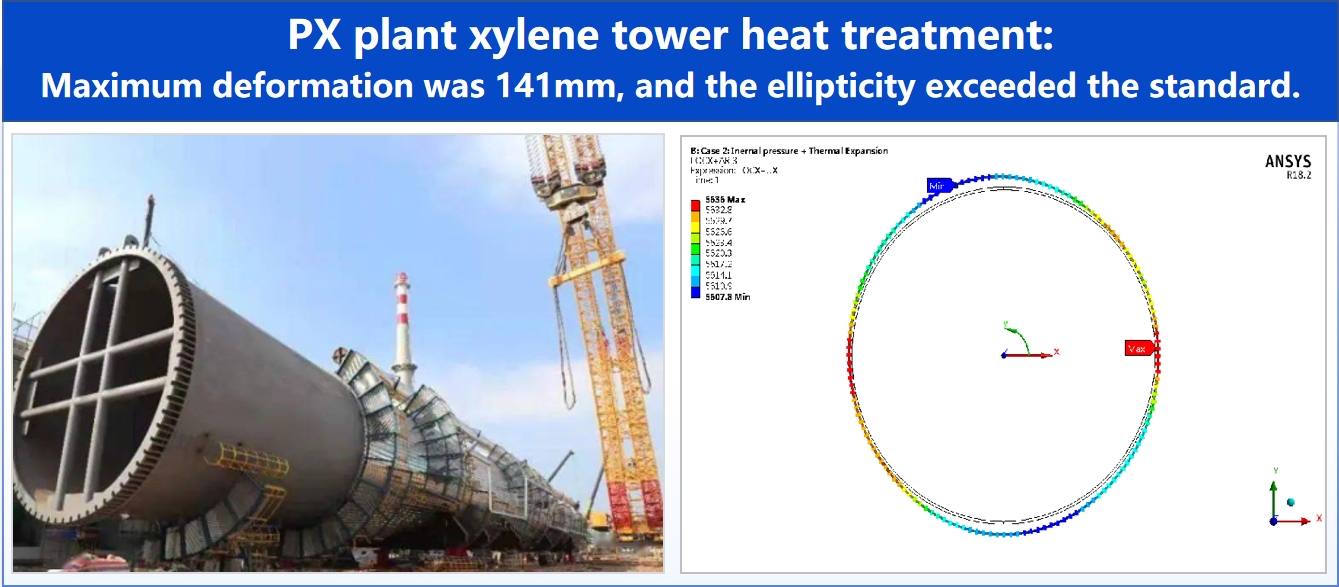
Тонкие стенки приводят к чрезмерной деформации.

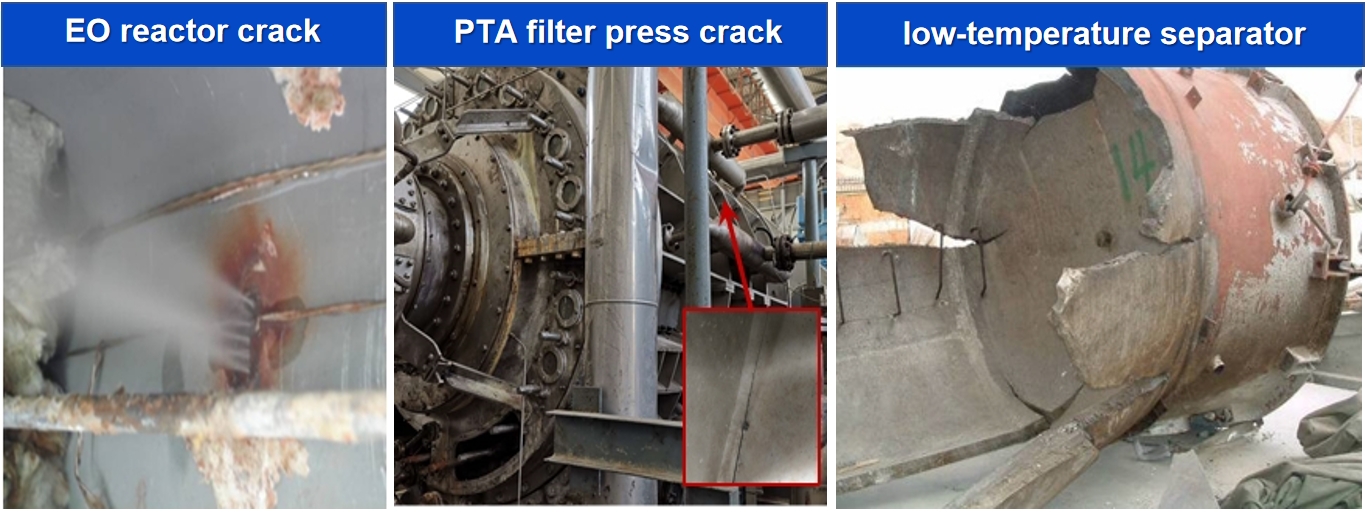
Трудности, связанные с оборудованием, работающим под давлением.
Почему крупногабаритное оборудование, работающее под давлением, по-прежнему протекает, несмотря на строгие требования к проектированию, производству и контролю качества?
Точный и эффективный расчет остаточных напряжений.
Работа 1-1: Интеграция в плоскости и модель эквивалентного источника тепла переменной длины вне плоскости.

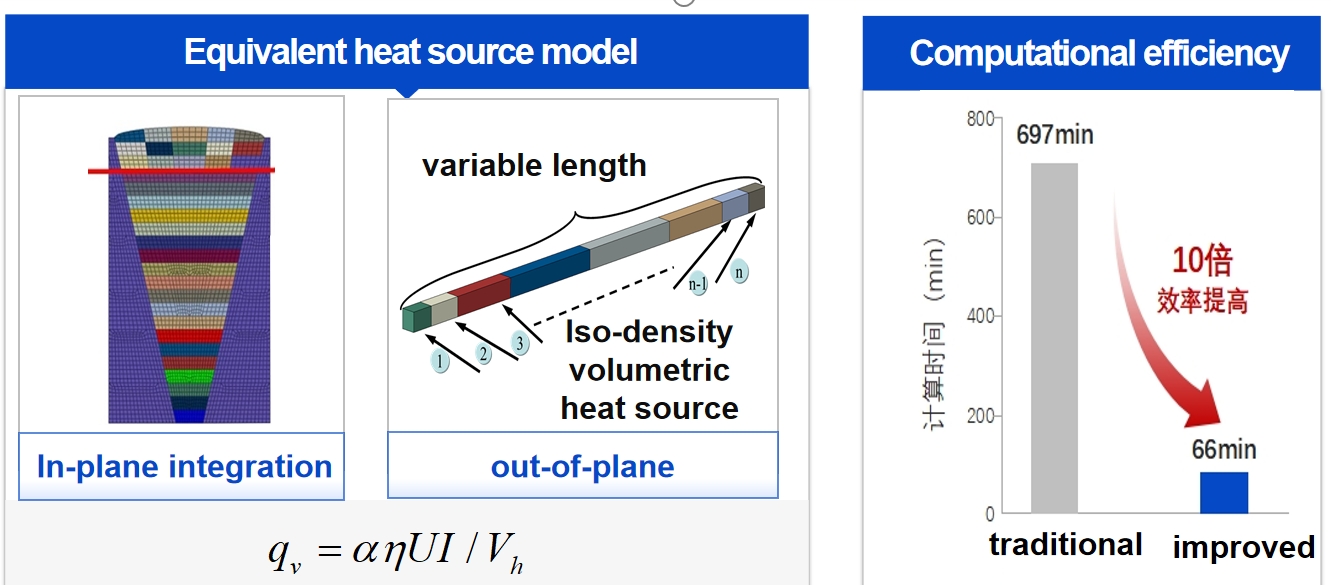
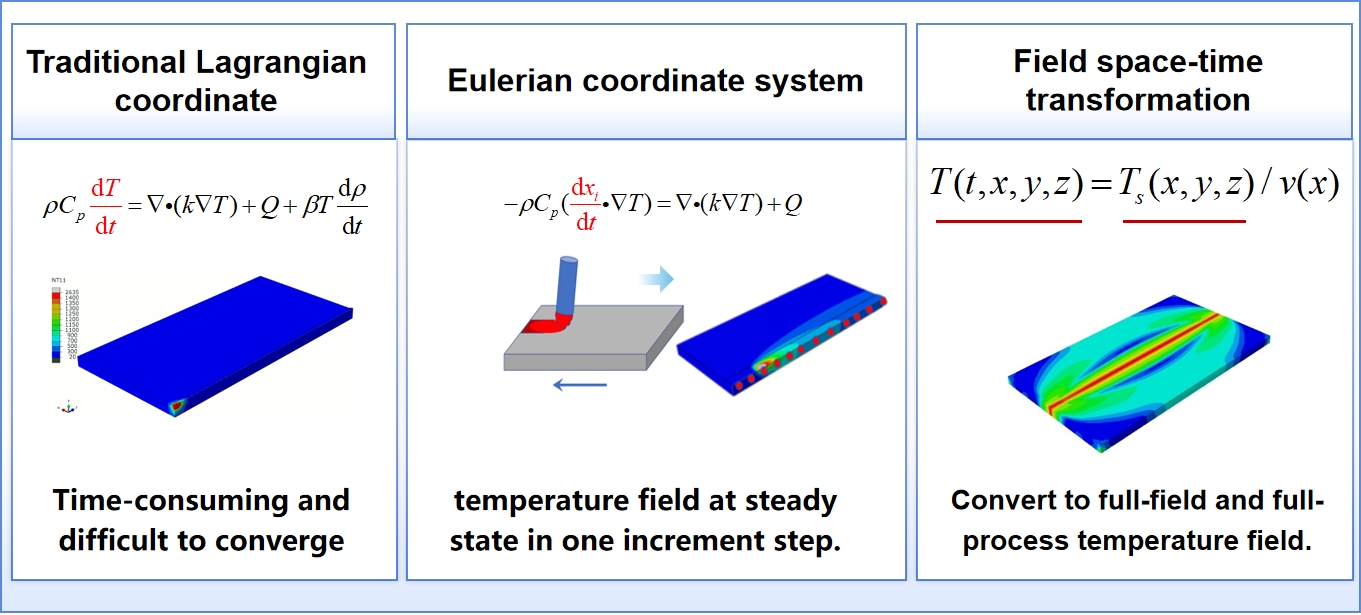
Точный и эффективный расчет остаточных напряжений.
Работа 1-2: Стационарное остаточное напряжение при сварке

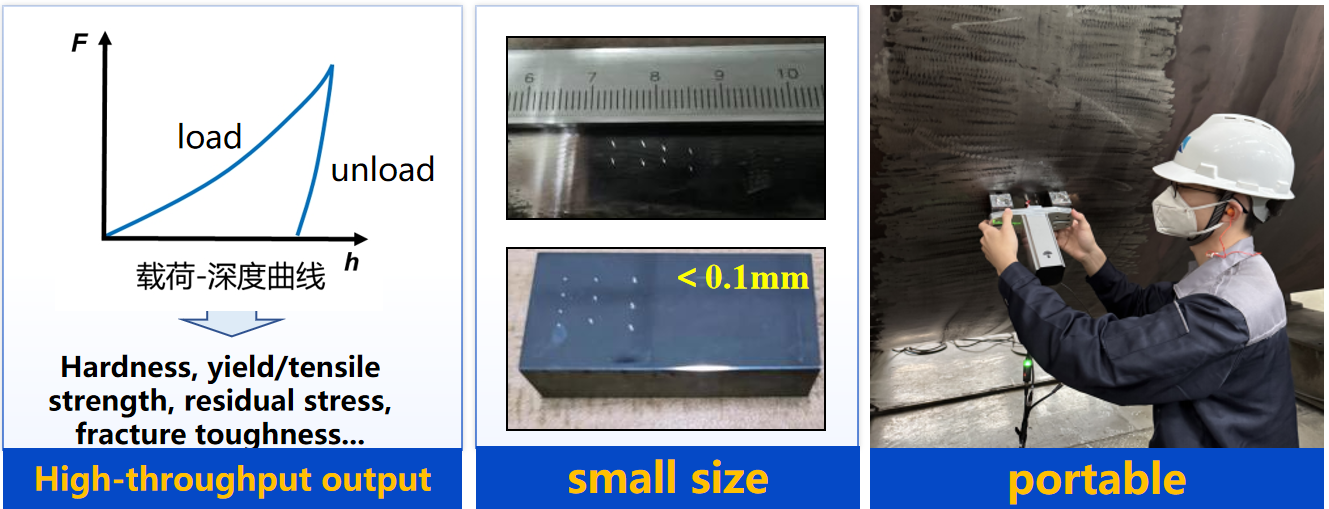
Методика микроиндентирования
Работа 2: Испытание остаточных напряжений методом энергетического вдавливания

Преимущества:
улучшение локальной термической обработки после сварки

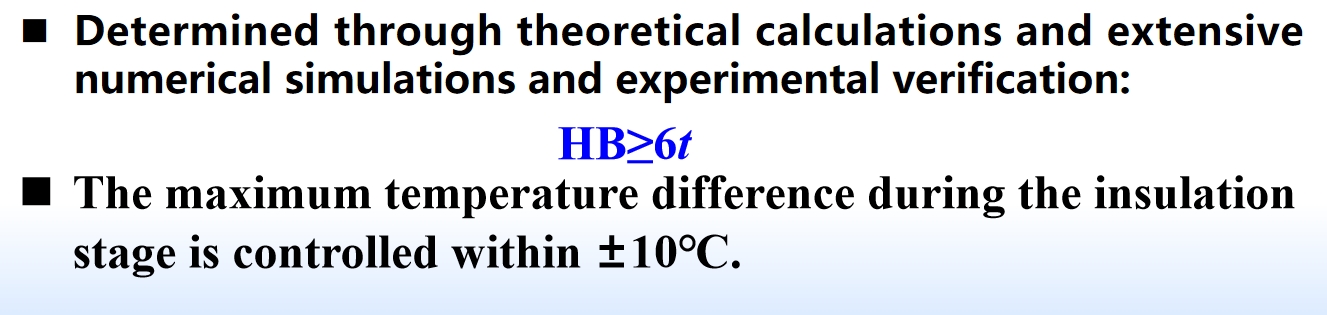
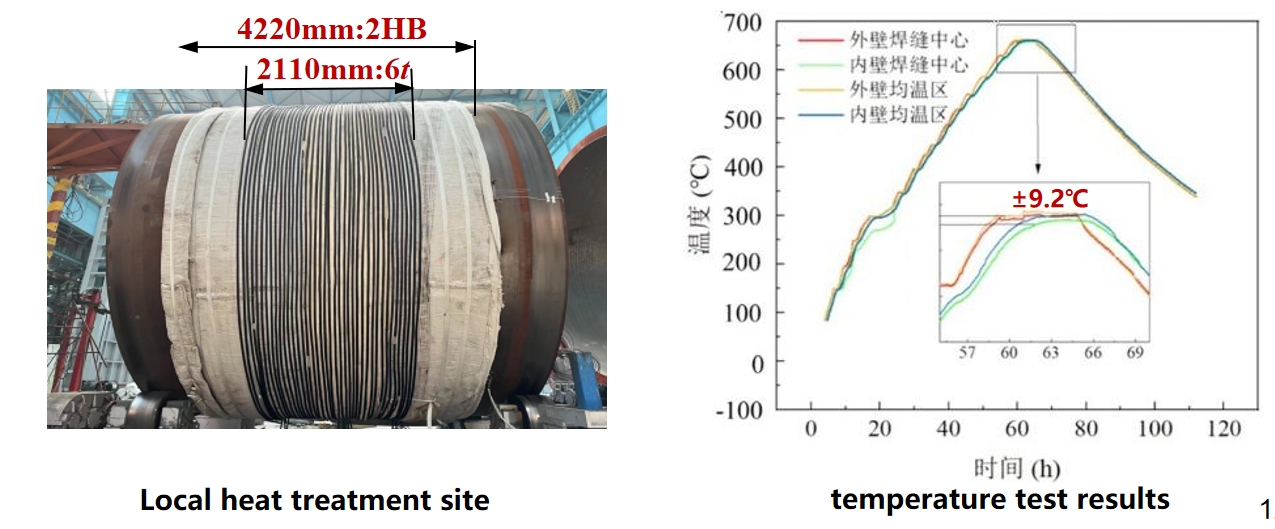
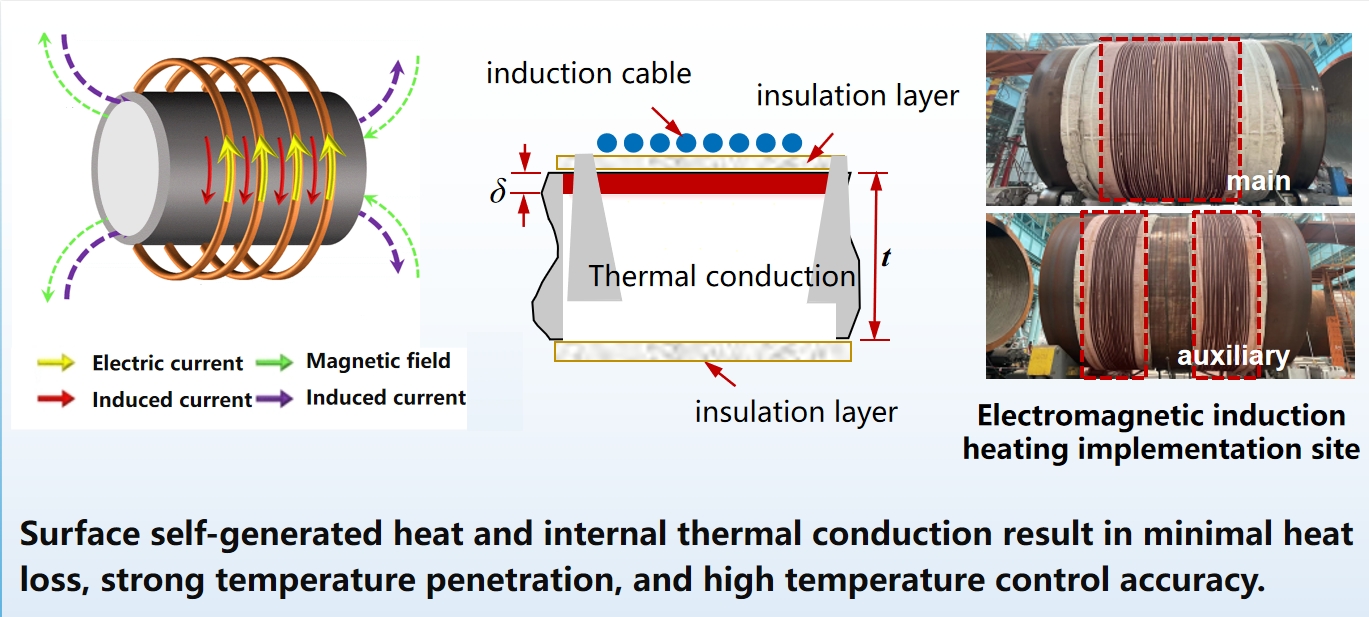
Основное и вспомогательное распределение тепла


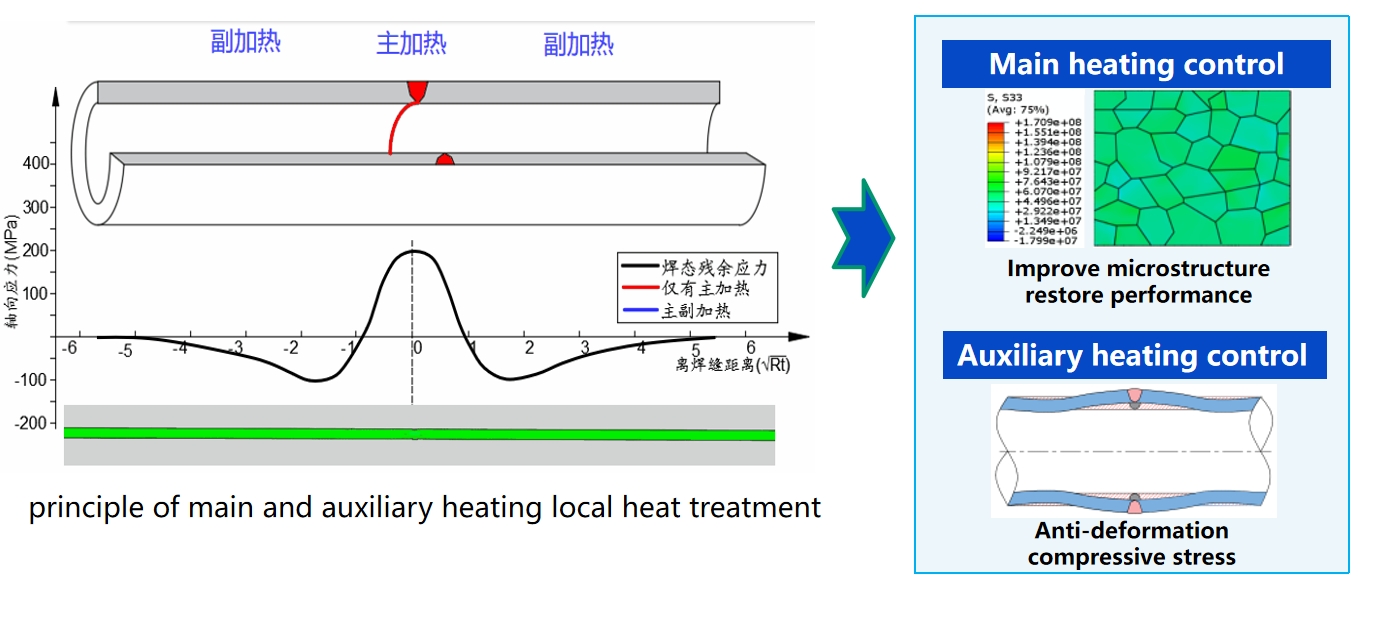
Метод контроля равномерности индукционного нагрева

Принцип индукционного нагрева

Метод контроля деформации усиления ребер


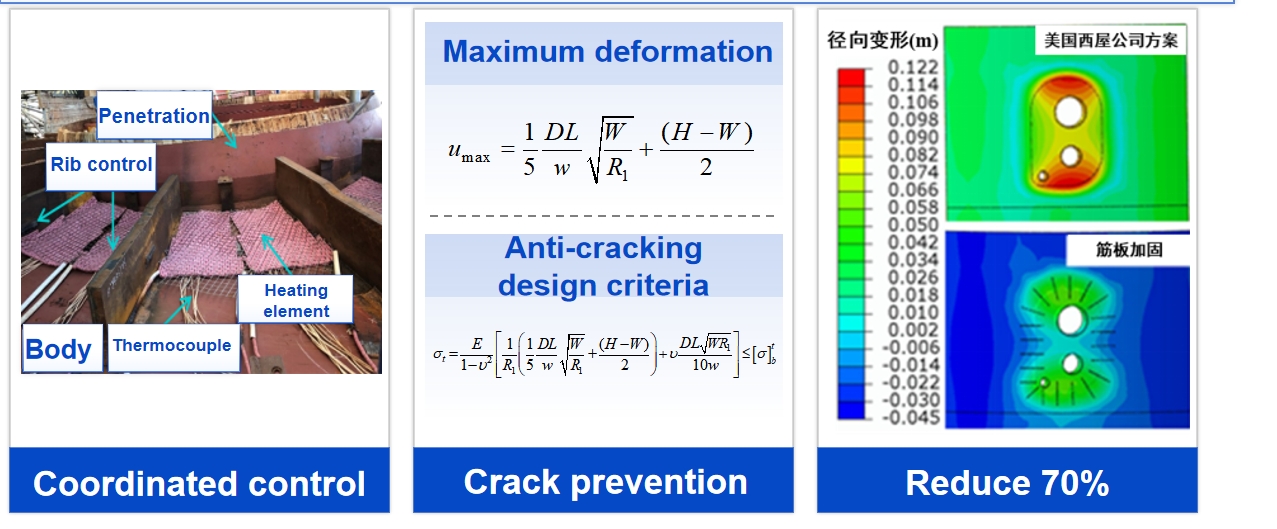
Достичь 70%-ного снижения максимальной деформации расширения

CONTACT US
Контакты: Пегги Чжан
Тел.: 0086-510-83551210
WeChat: 86 13961802200
86 18118902332
WhatsApp: 86 13961802200
86-18118902332
WhatsApp: 1(805)869-8509
Электронная почта:zqz008@126.com ,zhangpeijie@zhanghuayaoji.com
vincent_zhang@zhanghuayaoji.com
Адрес: Промышленный парк Шитанвань, район Хуэйшань, город Уси, КНР.
PLEASE CONTACT US.
Мы с уверенностью можем сказать, что наш сервис по индивидуальной настройке является превосходным.